Как выбрать электроды для своего сварочного аппарата
Существующие типы электродов для сварки инвертором
Выбор подходящего диаметра электродов для сварки инвертором
Особенности классификации сварочных электродов
Выбор электрода с учетом особенностей заготовки и режима работы
Как разобраться в маркировке импортных электродов?
Как выбрать подходящие электроды?
Правильно выбранные электроды для инвертора являются одним из условий получения качественного и правильного во всех отношениях сварочного шва. На современном рынке представлен большой выбор электродов для сварки аппаратом инвертором. Они различаются по типу, диаметру, материалу покрытия и прочим характеристикам. Ознакомьтесь с особенностями доступных вариантов и выберите наиболее подходящий.
Схема сварочного инвертора.
Существующие типы электродов для сварки инвертором
Прежде всего необходимо сделать выбор подходящего типа изделий для сварки инвертором. Их принято делить на плавящиеся и неплавящиеся. Плавящийся тип изделия для сварки инвертором представляет собой проволочный стержень с наружной обмазкой.
Такое покрытие способствует более стабильному горению сварочной дуги и обеспечивает хорошую газошлаковую защиту обрабатываемого металла. Электроды, которые предназначены для работы со сталями неопределенного состава, медью, нержавейкой и прочими материалами, изготавливаются из специального сплава.
Неплавящиеся вариации используются преимущественно при аргоновой сварке.
Вернуться
Выбор подходящего диаметра электродов для сварки инвертором
Таблица разновидностей электродов.
Электроды имеют разный диаметр. Может различаться и их длина. В зависимости от особенностей легирования стального стержня изделия, использующиеся для сварки инвертором могут иметь длину 30-45 см.
Электроды практически каждого существующего диаметра нашли широкое применение. За исключением вариаций диаметром 1,6 мм. Они поставляются исключительно под заказ и практически не используются российскими мастерами.
Вернуться
Особенности классификации сварочных электродов
Наиболее часто применяется классификация изделий по их назначению. В соответствии с этим параметром изделия подразделяются на:
Электроды для работы с низколегированными и углеродистыми сталями.
Для работы с теплоустойчивыми сталями высокой прочности.
Для работы с высоколегированными сталями, они же «электроды по нержавейке».
Для работы с алюминием и различными сплавами на его основе.
Для варки меди и различных сплавов на ее основе.
Для работы с чугуном его сплавами.
Для ремонтных работ и наплавки.
Для работы с трудносвариваемыми и сталями неопределенного состава.
Помимо этого, данные приспособления классифицируются в соответствии с типом их покрытий. В общей сложности существует 4 типа покрытия, но наибольшую популярность получили 2 из них.
Основные электроды позволяют сваривать швы наилучшего качества.
1-ый тип – это основные электроды. Они получили такое название, т.к. имеют основное покрытие. Самым популярным среди таких изделий является модель УОНИ 13/55. Она позволяет получать швы отличного качества, с высокой ударной вязкостью, механической прочностью и пластичностью.
Получаемые швы устойчивы к появлению кристаллизационных трещин и не очень склонны к старению. Как правило, применяются при работе с различными ответственными конструкциями, для варки изделий, которые будут эксплуатироваться в суровых условиях.
Среди недостатков изделий данного типа можно выделить то, что увлажнение покрытия, удлинение дуги, появление ржавчины, масла либо окалины на краях свариваемых частей приводит к появлению пор. Помимо этого, с ними можно работать исключительно на постоянном обратном токе. Ко 2-му типу относятся изделия с рутиловым покрытием.
Они используются преимущественно для работы с изделиями из малоуглеродистой стали. Самым популярным представителем категории является МР-3. Подобные изделия характеризуются высокими технологическими параметрами, а именно:
Горение дуги остается устойчивым на постоянном и переменном токе.
Отмечается минимальное разбрызгивание материала.
Они позволяют создавать качественные швы в любых пространственных положениях.
Отмечается прекрасная отделяемость шлака.
Можно использовать для сваривания ржавых и загрязненных поверхностей.
Получаемые сварочные швы имеют хороший внешний вид.
Вернуться
Выбор электрода с учетом особенностей заготовки и режима работы
Рутиловые электроды подходят для сварки малоуглеродистой стали.
Нужно знать о том, с какой полярностью и родом тока необходимо работать. Большинство моделей инверторов образуют постоянный ток. При работе на постоянном токе обрабатываемую деталь и электроды можно подключать 2-мя способами, а именно:
Если полярность прямая, то рабочий электрод следует подключать к «минусу», а обрабатываемую деталь к «плюсу».
Если полярность прямая, то электрод подключается к «плюсу», а деталь – к «минусу».
При работе на положительном полюсе отмечается более высокая выработка тепла, если сравнивать с этим значением при работе на отрицательном полюсе. Поэтому применение обратной полярности будет оправдано в следующих ситуациях:
При варке тонколистовых металлов. Меньшее количество тепла защитит заготовку от прожога.
При варке высоколегированных сталей. Обратка снижает вероятность их перегрева.
Прямую полярность лучше всего использовать для варки массивных деталей. Существует 3 очень важные характеристики, связанные друг с другом, а именно:
Сварочный ток.
Диаметр изделия.
Толщина рабочих материалов.
Сначала необходимо разобраться с взаимосвязью диаметра рабочих электродов и толщины обрабатываемых материалов. Так, сталь толщиной до 1,5 мм в большинстве случаев варится полуавтоматом или же используется аргоновая сварка. Дуговая же, как правило, не применяется. Ориентируйтесь на следующие значения:
Схема сварки электродами.
Для стали толщиной 2 мм подходят изделия диаметром порядка 2,5 мм.
Для работы со сталью толщиной 3 мм нужно использовать вариации на 2,5-3 мм.
Сталь толщиной 4-5 мм потребует электродов диаметром 3,2-4 мм.
При работе с материалом толщиной 6-12 мм нужно использовать изделия на 4-5 мм.
Если же сталь будет толще 13 мм, нужно применить электроды толщиной в 5 мм.
Необходимо обязательно учитывать тот момент, что повышение диаметра электрода для сварки инвертором способствует снижению плотности рабочего тока. Из-за этого дуга начинает колебаться, блуждать и менять длину.
В результате глубина провара снижается, а ширина шва увеличивается. Как правило, изготовители таких приспособлений приводят информацию о необходимых размерах сварочного тока непосредственно на упаковках своих изделий.
Если производитель такую информацию не представил, ориентируйтесь на следующие значения:
При использовании электрода диаметром 2 мм ток составит 55-65 А.
Если изделие имеет диаметр равный 2,5 мм, то нужен ток сварки в 65-80 А.
Электроды диаметром 3 мм работают на токе в 70-130 А.
Изделие диаметром 4 мм потребует тока в 130-160 А.
Если диаметр изделия составляет 5 мм, ток должен быть 180-210 А.
Для изделия на 6 мм потребуется ток в 210-240 А.
Таким образом, при выборе диаметра электрода для сварки инвертором нужно обязательно обращать особое внимание на толщину обрабатываемого материала. Если вы будете варить тонкий металл слишком большими по диаметру электродами или превысите требуемый сварочный ток, то в металле шва может появиться пористость.
Вернуться
Как разобраться в маркировке импортных электродов?
Виды маркировок сварочных электродов.
Наиболее распространенными среди электродов зарубежного производства являются изделия марки ESAB. Название каждого из них начинается с буквенного сочетания ОК, за которым следует 4-циферное числовое обозначение. Существует довольно много вариаций, но наиболее качественными и широко использующимися являются следующие разновидности:
ОК 46.00. Свойства этого изделия аналогичны вариации под маркой МР-3. Подходит для работы с низколегированными и углеродистыми сталями. Можно использовать на постоянном и переменном токе. Обеспечивает качественный сварочный шов.
ОК 48.00. Предназначены для работы с особо ответственными конструкциями. Используются на постоянном токе.
ОК 53.70. Применяются для сварки корневого прохода и стыков труб. Относятся к категории специализированных изделий.
ОК 61.30 и ОК 63.20. Применяются для сварки нержавеющей стали разных марок. Перед покупкой обязательно уточните у продавца, подойдет ли этот тип для работы с конкретно вашей нержавейкой.
ОК 68.81 – отличные модели. Подходят для работы с трудносвариваемыми материалами и сталями неизвестного состава.
ОК 92.60. Разработаны специально для чугуна и его сварки со сталью.
ОК 96.20. Пригодятся тем, кому приходится работать с алюминием.
Вернуться
Как выбрать подходящие электроды?
Таким образом, проанализировав приведенную выше информацию, можно выделить ряд основных критериев, на которые нужно обращать внимание при выборе электродов для сварки инвертором. Во-первых, необходимо решить, какие металлы будут обрабатываться. Выбирайте их по типу металла.
Если будет выполняться ответственная сварка, лучше купить качественные изделия от известного производителя. К примеру, упоминавшиеся выше шведские изделия прекрасно себя зарекомендовали. Во-вторых, если предстоит варить углеродистую сталь, нужно обратить внимание на чистоту поверхности обрабатываемого материала.
Если она влажная, покрыта ржавчиной, то для сварки нужно использовать изделия с рутиловым покрытием.
Для работы с ответственными конструкциями рекомендуется применять электроды с основным покрытием.
В таких ситуациях нужно обязательно помнить о том, что подобные изделия требуют обязательной подготовки обрабатываемой поверхности. В-третьих, нужно определиться с толщиной рабочего материала, подобрать подходящий сварочный ток и диаметр изделия. Подойдите к процессу выбора максимально ответственно. Если вы выберите оптимальные электроды, то даже при использовании недорогого инвертора сможете варить практически любые металлы на наивысшем уровне.
Источник: http://elektrody-esab.kz/articles/9410/
Типы сварочных электродов
Если человек только начинает знакомиться с понятием и эксплуатацией электрода, тогда ему следует знать несколько главных моментов, которые понадобятся для правильного выбора типа сварочных электродов.
В первую очередь надо смотреть на четыре вещи:
- толщина того металла, который будет свариваться, так как от этого напрямую зависит выбор диаметра стержня. Чем толще, тем больше должен быть размер электрода;
- Марка используемой стали. Она может быть жаропрочной или чёрный металл, нержавейка и тому подобное;
- Как раз по электроду определяется сила тока, которая необходима для сварки;
- Где располагается сварка. К примеру, снизу, по горизонтали или вертикали. Вариантов положения много, так, она может быть и потолочным, и нижнее тавровое, и потолочное тавровое и даже снизу вверх.
Если брать вопрос сварочного тока, то необходимо знать, что все производители электродов выставляют его разным. Существует несколько классических параметров, составленных, по мнению профессионалов в этом направлении.
Положение в пространстве и размеры зазора также напрямую влияют на выбор силы тока сварочного электрода любого типа. Если брать, к примеру, диаметр три мм, то рекомендованный ток будет составлять 70 или 80 Ампер. Такие показатели предназначены для сварки, расположенной в потолочном положении, вертикальной на подъём или в том случае, когда размер зазора равен электроду или превышает диаметр стержня.
Если сварка располагается в нижнем положении, а также отсутствует зазор, разрешается, используя обычный электрод, задать ток на 120 Ампер. В этой ситуации необходимо учитывать толщину металла, она должна быть допустимой. Специалисты сварочных работ используют для расчёта определённую формулу, которая ускоряет этот процесс.
Чтобы рассчитать силу тока необходимо взять в основу формулу: 30 – 40 А на 1 мм электрода. То есть, в зависимости от диаметра электрода, к примеру, он составляет 5 мм, показатели тока умножаются на 5 и получается, что ток равен 150 – 200 Ампер. Если используется вертикальная сварка, то необходимо сбавить показатели тока на 15 процентов.
- d 2 мм, ток 40 – 80 А называется «двойкой». Считается, что работа с этим электродом самая сложная. Считать, что чем меньше диаметр, тем проще работать ошибочно. Такой электрод требует опытного обращения и хороших навыков. При увеличении тока есть вероятность, что электрод начнёт гореть и быстро греться. «Двойка» чаще всего используется при сварке тонких металлов, а ещё она не нуждается в больших показателях тока. Только вот начинающим сварщикам с ней справиться почти невозможно.
- d 3 мм и 3,2, ток 70 – 80 А. Только если сварка осуществляется на постоянно подаваемом токе, принято считать, что показатель в 80 А является максимальной силой тока. Если показатели превышают эту цифру, работы называются резкой. Пробовать сварку советуется с 70 А и в том случае, если ничего не происходит постепенно добавлять ток. Показатель не должен превышать 120 А. Используя переменный ток, можно выставить 110 – 130 А. Иногда показатели доходят до отметки в 150 А, но такое увеличение не потребуется при использовании инверторного аппарата для сварки.
- d 4 мм, ток 110 – 160 А. В этом случае расхождение силы тока составляет 50 А. Показатели выставляются в зависимости от толщины материала и от навыков самого сварщика. Рекомендуется начинать с меньшего числа, постепенно прибавляя ток, в случае недостатка силы.
- d от 5 мм и далее. Такие электроды считаются профессиональными и, не имея хорошего опыта, ими лучше не пользоваться. Зачастую такие большие диаметры берут для наплавки.
Типы сварочных электродов и их маркировка. Какой же выбрать?
- АНО и МР-3. Такой вид электродов советуется использовать с переменным током. Предназначаются они больше для черновых работ, чем для чистовых. То есть, ими пользуются при сварке ворот, заборов и прочих ограждений и ни в коем случае не используют электроды в сварке опорных свай или мосты. Они не бояться влаги и имеют большую популярность среди новичков и дачников.
- УОНИИ 13/55 предназначается для профессиональных работников, потому что имеет «специфические» характеристики. Работают подобные электроды только на токе с постоянной подачей и предназначены для серьёзных работ. Очень отрицательно влияют на электрод перепады напряжения.
- LB-52U используются в работах с трубами, находящимися под высоким давлением.
Шов после сварки будет очень качественным, поэтому такой электрод стоит немало денег. Очень популярны они в больших организациях постоянно связанных с работами такого плана.
Этот небольшой перечень электродов считается самым распространённым, но существует ещё несколько менее известных марок стержней. Правда, они ничуть не хуже тех, что описаны ранее.
Все они начинаются на ОК, обозначающие инициалы основателя фирмы.
- ОК 46.00 ESAB, производитель Россия. Хорошо сваривает как на постоянном, так и на переменном токе, поэтому зачастую называется универсальным. Производители предоставляют широкий выбор диаметров, что значительно упрощает поиск.
- ОК 48.00 ESAB, производитель Швеция. Работает лишь при постоянной подаче тока. Хорошо справляются с ответственной сваркой конструкций.
Типы сварочных электродов, предназначенные для специальных работ
- ОК 61.30 ESAB. Предназначен исключительно для сварки нержавейка с нержавейкой (перечень стальных марок: 304, 308L, 03X18H11, 06X18H11, 08X18H10, 08X18H10T, 12X18H10).
- ОК 67.60 ESAB. Используется электрод для работ нержавейка со сталью.
- ОК 63.30 ESAB.
Имеет российский аналог (АНВ-26). Предназначен для сваривания труб с тонкими стенками и тонколистовых конструкций.
- ОК 68.81 и ОК 68.82 предназначаются для работ со сталью, состав которой неизвестен или когда необходимо выполнить сварку разнородных изделий из стали.
Электроды для чугуна
- ОК 92.18 ESAB, сейчас получил название OK Ni-Cl, используется в сварке чугуна, у которого максимум 3 слоя.
- ОК 92.60 ESAB (OK NiFe-Cl). Электрод предназначен для работ с толстым чугуном или при сваривании чугуна и стали.
Электроды для алюминия
Вообще, алюминий – очень «капризный» материал и справиться с ним удаётся далеко не каждому. Он быстро плавится, а потом быстро застывает, поэтому электроды в работе с ним используются редко.
- ОК 96.20 ESAB. Электрод может применяться в весьма коротком перечне алюминиевых марок.
- ОК 96.40 считается универсальным в работах с этим материалом.
Работы с данным типом сварочного электрода выполняются по специальной инструкции, предназначенной именно для алюминия. Электрод должен быть использован за один поджог, в том случае если этого не получилось необходимо заменить стержень на новый. Все работы требуется выполнять круговыми движениями и самым концом стержня.
Зачем прокаливать электрод?
Это действие совершается для того, чтобы в электроде не было влаги. Потому что отсыревший стержень может создавать дефекты при сварке и непрочные швы. Также возможно, что он прилипнет к конструкции или изделию.
Рекомендуется хранить открытые электроды в сухом месте и не допускать попадания на них воды. А ещё лучше использовать все электроды за один раз.
Полярности
Обратной полярностью называется ситуация, когда электрод имеет плюсовой заряд, а клемма минусовой. В такой работе электрод плавится гораздо быстрее.
Если же электрод минусовой, а клемма плюсовая, тогда плавиться будет металл, который подвергается сварке. Такая полярность носит название – прямая.
Аббревиатура постоянного тока выглядит так – DC, переменного – AC. В большинстве случаев ручные дуговые аппараты для сварки работают на токе с постоянной подачей.
Если сварка происходит на прямой полярности и варятся изделия из тонких листов, то проплавление получается меньше. Сваривая изделия с толстыми стенками и при обратной полярности, проплавление становится больше.
Главное, при выборе электрода выбирать качественные изделия, проверенных производителей и тогда результат сварки будет качественным и надёжным. Шов по окончании работ будет выполнен очень качественно и без единого дефекта.
Товары, которые были описаны в этой статье:
Источник: https://www.mir-krepega.ru/vybor-svarochnogo-jelektroda/
Как подобрать диаметр электрода по толщине металла?
25.03.2013
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Толщина покрытия электродов для сварки
Согласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки.
Определяется зависимости от отношения D/d, где D — диаметр с покрытием, а d — диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2,6, d. 3,2, d.
4, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d.
4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.
Выбор диаметра электрода
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Электроды сварочные 1,6 мм– в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Электроды сварочные 2 мм– согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Электроды сварочные 2,5 мм – по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5. Электроды сварочные 3 мм– наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Электроды сварочные 4 мм– широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Электроды сварочные 5 мм– электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Электроды сварочные 6 мм– предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Электроды сварочные 8-12 мм– для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
← Выбор сварочного кабеля Правила пользования сварочными аппаратами →
Источник: https://rem-serv.com/kak-podobrat-diametr-elektroda-po-tolschine-metalla/
Технические характеристики электродов сварочных: коэффициент наплавки, температура прокалки, диаметры и проч
Временное сопротивление разрыву или предел прочности является одним из механических свойств металла шва, определяется следующим образом – сопротивление материала деформации и разрушению. Воспринимая данное понятие в рамках сварочного процесса, можно сказать, что это свойство металлов воспринимать воздействие электрического тока, не разрушаясь.
Каждый вид материала имеет собственно значение предела прочности, которое прописано в государственных стандартах. Однако, на практике реальные величины могут иметь другие значения из-за множества факторов. При выборе электродов данный параметр играет немаловажную роль.
Каждый тип расходников предназначен для работы с определенными сталями, которые обладают конкретными величинами прочности. В качестве примера рассмотрим маркировку электродов типа Э42. Две стоящие следом за буквой “Э” цифры обозначают минимальное временное сопротивление разрыву, измеряемое в кгс/мм2.
[ads-pc-3][ads-mob-3]
Ударная вязкость электродов
Ударная вязкость является ещё одним из механических свойств металла сварного соединения. Ударной вязкостью принято считать способность металлов (или других материалов) поглощать энергию нагрузки, которая на него оказывается. Данная характеристика должна учитываться при выборе сварочных расходников, потому как именно она является одним из показателей прочности всего сваренного изделия. То есть параметр показывает надежность готового изделия.
Относительное удлинение
Относительное удлинение является третьим механическим свойством и характеризует пластические свойства металла при статических нагрузках. При сваривании некоторых типов сталей: Э42А, Э46А и Э50А – к металлу шва предъявляются повышенные требования по данному параметру. При выборе электрода следует учитывать все перечисленные нюансы.
Материал стержня электрода
Стержень электрода является его основным элементом, на производство которого идет сварочная проволока диаметром от 1,6 мм. до 12 мм. Стержень расплавляется от дуги и заполняет ванну, в результате чего и получается сварной шов.
Марки проволоки делятся на три основные группы:
- углеродистая содержит не более 0,12% углерода, предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
- легированные используются для сварки низколегированных, конструкционных, теплостойких сталей; проволока изготавливается из соответствующих марок легированной стали;
- высоколегированные применяются для сварки хромистых, хромоникелевых, нержавеющих и других легированных сталей.
Химический состав сварочной проволоки должен соответствовать составу свариваемого металла.
Плотность
Физические свойства шлаков, образующихся во время сварочных работ, оказывают значительное влияние как на сам процесс сварки, так и на формирование соединения. Во всех электродных покрытиях при их плавлении плотность шлака должна быть ниже плотности металла, что обеспечит его всплывание из сварочной ванны.
Фасовка
В качестве тары для упаковки могут использоваться:
- пластмассовые коробки;
- коробки из металлических сплавов с функцией герметизации;
- картонные коробки; для сохранности стержней данный вид тары упаковывается в полиэтиленовую или термоусадочную пленку;
- коробки или пачки из картона также оборачиваются упаковочной или мешочной влагопрочной бумагой;
- для повышенной герметичности возможно упаковывание материалов в пачки, завернутые в бумагу, а затем упаковывающиеся в полиэтилен.
Пачки и коробки имеют следующие формы фасовки: 1 кг.; 5 кг. Для них существует нескольковариантов упаковки:
- ящики из тарного или гофрированного картона;
- ящики из древесноволокнистых плит;
- деревянные ящики;
- многооборотные ящичные металлические поддоны закрытого типа;
- крупногабаритные деревянные ящики.
Каждый параметр расходников влияет на размеры упаковки и на ее вместительность. Также все это зависит ещё и от производителя, который самостоятельно занимается формированием тары.
Важно! При покупке сварочных электродов необходимо точно рассчитывать то количество прутков, которое понадобится для осуществления определенного объема работ. В случае значительного превышения необходимой величины, некоторое количество электродов останется невостребованным. Их придется долго хранить и, они могут впитать влагу. Тогда придется проводить процедуры прокаливания, количество прокалок ограничено. Срок годности зависит от условий хранения.
[ads-pc-4][ads-mob-4]
Упаковка
Каждая коробка или пачка должна быть снабжена этикеткой или маркировкой, на которой указана следующая обязательная информация:
- изображение Государственного знака качества;
- наименование (товарный знак) предприятия-производителя;
- номер партии и дата изготовления;
- тип, марка и диаметр электродов;
- масса нетто партии;
- марка сварочной проволоки электродных стержней;
- рекомендуемые режимы сварочного тока;
- фактический химический состав наплавленного металла;
- фактические значения показателей механических и специальных свойств металла шва, наплавленного металла или сварного соединения, являющихся приемо-сдаточными характеристиками электродов конкретной марки.
Данный перечень может включать другие дополнительные сведения.
Внешний вид упаковки может помочь покупателю распознать контрафактные сварочные материалы. Рассмотрим пример упаковки настоящих и поддельных электродов LB-52U.
QR-код оригинальных расходников имеет мелкие элементы, бело-песочного оттенка. В коде содержится техническая информация о данной партии, которая должна совпадать со стоящей на пачке маркировкой.
QR-код поддельных прутков крупный, ярко-белого цвета. В коде нет технических сведений, только ссылка на сайт.
Под QR-кодом расположен логотип, рядом с которым расположена надпись: на оригинальных материалах здесь указано “MADE IN JAPAN”; на поддельных – китайские иероглифы.
После осмотра коробки, открываем упаковку и изучаем внешний вид электродов.
На оригинальных сварочных прутках печать марки хорошо различима, легко читаема и нанесена строго поперек.
Поддельные стержни имеют нечеткие надписи на обмазке, со смещением по окружности.
Маркировка краской находится на одном уровне и выполнена без наплывов, что характеризует оригинальные электроды.
Наплывы и разный уровень маркировки означает, что перед мастером подделка.
Качественная и герметичная упаковка позволяет сохранять электроды от попадания влаги и других отрицательных влияний. При содержании сварочных материалов в оптимальных условиях, срок их годности практически неограничен. Если сварочные материалы подверглись воздействию неблагоприятных факторов, то следует провести необходимую процедуру прокаливания.
Источник: https://weldelec.com/info/xarakteristiki-elektrodov/
Электроды SE-46-00 сварочные (тип Э46А)
Электрод c рутиловым покрытием, предназначен для сварки ответственных конструкций из углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа., на переменном и постоянном токе любой полярности во всех пространственных положениях.
Простой в использовании электрод с рутиловым покрытием; вследствие чрезвычайной легкости зажигания дуги электрод идеален для выполнения коротких сварных швов и корневых сварных швов и корневых проходов. При переменном токе требует лишь 50 В. напряжения холостого хода.
Данный тип электрода используется для ручной дуговой сварки на переменном и постоянном токе в различных пространственных положениях ответственных конструкций из углеродистых и низколегированных сталей с нормативным пределом прочности до 500 МПа. Одобрены ГОСТ Р.
, Речной Регистр судоходства, НАКС.
Условное обозначение на этикетке при маркировке ящиков, коробок, пачек с электродами:
для электродов SE-46-00 диаметром d равным 2,5; 3,0; 4,0 мм.
Э46А-SE-46-00-d-УД, ГОСТ 9466-75, ГОСТ 9467-75,
Е43 3 (2 )- Р 11 ТУ 1272-013 -33082214-2004;
для электродов SE – 46 – 00 диаметром d равным 5,0 мм;
Э46А-SE-46-00-5,0 УС, ГОСТ 9466-75, ГОСТ 9467-75,
Е43 3 (2 ) — Р 11 ТУ 1272-013-33082214-2004;
Электроды SE-46-00 (Механические свойства металла шва, не менее)
| Временное сопротивление разрыву,sВ,МПа (кгс/мм2) | Предел текучести, sТ,МПа (кгс/мм2) | Относительное удлинение,d, % | Ударная вязкость KCV,Дж/см2 (кгс*м/см2), при t ОС | |
| -20 | ||||
| 450 (46) | 380 (38,7) | 24 | 47 (4,8) | 34 (3,5) |
Электроды SE-46-00 (Химический состав наплавленного металла, в процентах)
.
| C |
Источник: http://mpzavangard.ru/elektrody-se-46-00-svarochnye-tip-e46a/
Электроды для сварки инвертором
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.
Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий.
Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30.
Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным.
Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной.
Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Источник: https://svarkalegko.com/materials/vybor-elektrodov-dlya-invertora.html
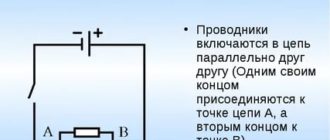
Ручная дуговая сварка
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие,оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1).Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Рисунок 1. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1). Электродный стержень – сварочная проволока; электродное покрытие – многокомпонентная смесь металлов и их оксидов. По функциональным признакам компоненты электродного покрытия разделяют:
- Газообразующие:
- защитный газ;
- ионизирующий газ.
- Шлакообразующие:
- для физической изоляции расплавленного металла от активных газов атмосферного воздуха;
- раскислители;
- рафинирующие элементы;
- легирующие элементы.
- Cвязующие
- Пластификаторы
Зажигание сварочной дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм.
Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере.
После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Положение и перемещение электрода при сварке
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов: нижнее, вертикальное и горизонтальное на вертикальной плоскости, потолочное. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. Перемещение электрода при сварке может осуществляться способами «к себе» и «от себя».
При отсутствии поперечных колебательных движений конца электрода ширина валика равна (0,8 — 1,5) d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве.
Получение средних швов (или валиков), ширина которых обычно не более (2 — 4) d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2.
Рисунок 2. Основные виды траекторий поперечных колебаний конца электрода
Порядок выполнения швов
В зависимости от длины различают короткие (250 300 мм), средние (350 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными.
Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева.
В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Расположение слоев при многослойной сварке бывает трех видов наложения; последовательное каждого слоя по всей длине шва, «каскадным» способом и способом «горки». Оба последних способа применяют при сварке металла значительной толщины (более 20 25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.
Подбор силы тока и диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Таблица 1 — Выбор диаметра электрода при сварке стыковых соединений
| Толщина деталей | 1,5-2,0 | 3,0 | 4,0-8,0 | 9,0-12,0 | 13,0-15,0 | 16,0-20,0 | более 20 |
| Диаметр электрода | 1,6-2,0 | 3,0 | 4,0 | 4,0-5,0 | 5,0 | 5,0-6,0 | 6,0-10,0 |
Таблица 2 — Выбор диаметра электрода при угловых и тавровых соединений
| Катет шва | 3,0 | 4,0-5,0 | 6,0-9,0 |
| Диаметр электрода | 3,0 | 4,0 | 5,0 |
Силу сварочного тока определяют по формуле
Iсв=πdэ2*j/4,
где dэ — диаметр электрода (электродного стержня), мм;
j — допускаемая плотность тока, А/мм2.
Таблица 3 — Значения допускаемой плотности тока в электроде
| Вид покрытия | Допускаемая плотность тока j в электроде, А/мм2, при диаметре электрода dэ, мм | |||
| 3 | 4 | 5 | 6 | |
| Рудно-кислое, рутиловое | 14,0-20,0 | 11,5-16,0 | 10,0-13,5 | 9,5-12,5 |
| Фтористо-кальциевое | 13,0-18,5 | 10,0-14,5 | 9,0-12,5 | 8,5-12,0 |
При приближённых подсчётах величина сварочного тока может быть определена по однойиз следующих формул:>
Iсв=k*dэ
Iсв=k1*dэ1,5
Iсв=dэ*(k2+α*dэ)
где dэ — диаметр электрода (электродного стержня), мм;
k1,k2, α — коэффициенты, определённые опытным путём:
k1=2025;k2=20; α=6.
Достоинства способа:
- Простота оборудования;
- Возможность сварки во всех пространственных положениях;
- Возможность сварки в труднодоступных местах;
- Быстрый, по времени переход от одного вида материала к другому;
- Большая номенклатура свариваемых металлов.
Недостатки способа:
- Большие материальные и временные затраты на подготовку сварщика;
- Качество сварного соединения и его свойства во многом определяются субъективным фактором;
- Низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- Вредные и тяжёлые условия труда.
Рациональные области применения:
- Сварка на монтаже;
- Сварка непротяжённых швов.
Источник: http://www.inpo.ru/library/reference/welding/arc
Блог статья
Электроды для сварки – твёрдые стержни из металлических или неметаллических сплавов, служащие проводниками для передачи сварочного тока от инвертора к обрабатываемой поверхности. Правильный подбор расходника в соответствии с химическими и физическими характеристиками заготовки обеспечит высокое качество сварного шва. Ознакомьтесь с широким ассортиментом сварочных электродов в каталоге профильной компании Tesla Weld.
Оглавление
Параметры подбора сварочных электродов
Для выбора основного расходного материала необходимо заранее знать несколько ключевых рабочих параметров:
- марка и химические свойства свариваемого металла;
- толщина заготовки;
- условия, в которых проводится сварка, и позиционирование в пространстве.
Опираясь на эти показатели, можно грамотно подобрать диаметр электродов и подходящую марку. При использовании ручной дуговой сварки (ММА) минимально допустимая толщина металла составляет 1,5 мм.
В таблице ниже приведено приблизительное сопоставление диаметра электрода и толщины заготовки:
| 1,5 | 2 | 3 | 4,5 | До 12 | От 13 |
| 1,6 | 2-2,5 | 2,5-3 | 3,2-4 | 4-5 | 5 |
| 1,5 | 1,6 |
| 2 | 2-2,5 |
| 3 | 2,5-3 |
| 4,5 | 3,2-4 |
| До 12 | 4-5 |
| От 13 | 5 |
Сила тока для сварки электродами разного диаметра
Не менее важно для качественной сварки выбрать правильную силу тока инвертора. Она приблизительно равна 30-40 А на каждый миллиметр электрода. Соответственно, для стержня размером 3 мм необходима сила тока в диапазоне 90 – 120 А. При увеличении площади соприкосновения этот параметр повышается. При вертикальном и потолочном сваривании сила тока должна быть ниже на 15-20%.
ВАЖНО: в пару к надёжному аппарату и качественным расходным материалам не забудьте купить защитную маску сварщика.
Покрытия сварочных электродов: разновидности и их свойства
Разбираясь, как выбрать электроды для сварки, нельзя упускать из виду внешнее покрытие сердцевины (обмазку). Оно производится в форме порошка путём смешения нескольких химических элементов и используется для придания сварочному шву эластичности, прочности, стабильности. Ещё одна задача обмазки – поддержание активного процесса горения электрода.
Существует 4 распространённых вида покрытий:
- основное;
- рутиловое;
- кислое;
- целлюлозное.
5-й вид — смешанный, образуется путём соединения двух и более порошков с целью получить гибридные свойства покрытия.
Сильные и слабые стороны разных видов покрытий электродов
Для удобства восприятия вынесем основные плюсы и минусы каждого варианта в отдельную таблицу.
| Содержит в основе карбонат кальция и фтористый кальций. Удаляет кислород из расплавленного металла, повышая качество сварного шва. | Восприимчиво к повышенной влажности и требует правильного хранения. Сварочная дуга будет стабильной лишь при постоянном токе. Требуется дополнительная прокалка для снижения уровня влажности в электроде. Не рекомендуется вертикальная сварка сверху вниз. |
| Производится из рутила. Применяется для сварки низкоуглеродистых сталей. Даёт высокую прочность шва и может использоваться при переменном и постоянном токе. | Не предназначено для сваривания высокоуглеродистых сталей и чувствительно к высокому питающему напряжению. Требует постоянного контроля данного показателя. Также перед использованием необходимо тщательно просушить и прокалить электрод. Не рекомендуется вертикальная сварка сверху вниз. |
| Создаётся на основе окисей различных металлов. Не требует высокого питающего напряжения сети для стабильного горения, устойчиво к образованию пор при сварке длинной дугой. | Характеризуется высокой токсичностью и сильно разбрызгивает металл при сварке. Нестабильно при высоких температурах прокалки. Шлаки отделяются сложно, что может стать причиной зашлакованности шва при наслоении. Не рекомендуется вертикальная сварка сверху вниз. |
| В составе содержится большое количество целлюлозы. Можно варить в любом направлении. В процессе не выделяются вредные вещества. | Обладает невысокой эластичностью и прочностью шва из-за присутствия большого количества водорода в металле. Место соединения грубочешуйчатое и требует дополнительной шлифовки. |
| Содержит в основе карбонат кальция и фтористый кальций. Удаляет кислород из расплавленного металла, повышая качество сварного шва. | Восприимчиво к повышенной влажности и требует правильного хранения. Сварочная дуга будет стабильной лишь при постоянном токе. Требуется дополнительная прокалка для снижения уровня влажности в электроде. Не рекомендуется вертикальная сварка сверху вниз. |
| Производится из рутила. Применяется для сварки низкоуглеродистых сталей. Даёт высокую прочность шва и может использоваться при переменном и постоянном токе. | Не предназначено для сваривания высокоуглеродистых сталей и чувствительно к высокому питающему напряжению. Требует постоянного контроля данного показателя. Также перед использованием необходимо тщательно просушить и прокалить электрод. Не рекомендуется вертикальная сварка сверху вниз. |
| Создаётся на основе окисей различных металлов. Не требует высокого питающего напряжения сети для стабильного горения, устойчиво к образованию пор при сварке длинной дугой. | Характеризуется высокой токсичностью и сильно разбрызгивает металл при сварке. Нестабильно при высоких температурах прокалки. Шлаки отделяются сложно, что может стать причиной зашлакованности шва при наслоении. Не рекомендуется вертикальная сварка сверху вниз. |
| В составе содержится большое количество целлюлозы. Можно варить в любом направлении. В процессе не выделяются вредные вещества. | Обладает невысокой эластичностью и прочностью шва из-за присутствия большого количества водорода в металле. Место соединения грубочешуйчатое и требует дополнительной шлифовки. |
Выбор сварочного инвертора для дома, как и конкретной марки электрода, базируется на совокупности требований к эксплуатационным свойствам и рабочим характеристикам оборудования.
Совместимость разных марок электродов и свариваемых металлов
Каждый свариваемый металл требует индивидуального подбора электродов с подходящими рабочими параметрами. Разберём основные марки электродов и их сочетаемость с различными сплавами:
- Сваривание сталей со средним содержанием углерода рекомендуется выполнять электродами марок: УОНИ-13/45, УОНИ-13/55, УОНИ-13/65, К-5А, УП-1/45, УП-2/45, ОЗС-2. Они обеспечивают высокую эластичность шва и прочность, поэтому подходят для ответственных конструкций.
- Легированные стали высокой прочности надёжно свариваются электродами марок: Э70, Э85, Э100, Э125, Э150 при постоянном токе и обратной полярности, где изделие соединяется с «минусом», а сердечник – с «плюсом». Дополнительно отмечаем марки Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М и ряд других, предназначенных для сплавов с высокой устойчивостью к нагреву.
- Нержавеющая сталь, помимо антикоррозионных свойств, отличается низкой проводимостью тока и высоким электрическим сопротивлением, из-за чего требует особого подхода к выбору электродов. Оптимальными решениями здесь станут: ОЗЛ-14 и 14А, ЛЭЗ-8, АНВ-36, ЦТ-50 и некоторые другие.
- Медь хорошо поддаётся свариванию при помощи электродов марок: ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55; АНЦ/ОЗМ-2, АНЦ/ОЗМ-3; ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05).
- Разновидности чугуна отличаются химическими свойствами. Для серого чугуна подойдут модели ЗЧ-2 и 6, 4, ОЗЖН-1 и ОЗЖН-2, МНЧ-2, а для ковкого — МНЧ-2, ОЗЧ-6 и 2, ЦЧ-4.
ВАЖНО: материал сердечника электрода должен подбираться под конкретный вид стали и быть с ним максимально схож по химическому составу.
Грамотное сочетание рабочих возможностей сварочного инвертора и электродов с подходящими свойствами даёт прочный и устойчивый шов без пор, трещин и других дефектов. Подберите качественные расходники в нашем интернет-магазине по выгодной цене.
Источник: https://teslaweld.com/kak-vybrat-svarochnyj-ehlektrod
Электроды
Электроды сварочные J421, универсальные, аналог ОК-46, соответствуют евростандарту Е6013
d-4,0mm — 430 руб/пачка (5 кг)
d-3,2mm — 430 руб/пачка (5 кг)
d-2,5mm — 240 руб/пачка (2,5 кг)
Отличительной чертой электрода J421 являются его швы. По поверхности металла формируется гладких шов с плавным переходом к свариваемым деталям. Можно сказать, что они имеют хороший товарный вид и отличную визитную карточку.
Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод!
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правилам ГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. Соответствует ГОСТ 9466-75,ГОСТ 9467-75,ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С.Сварочный электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока — обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла .Электроду в процессе сварки, независимо от применяемого способа, сообщается движение в трёх разных направлениях.
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скорости плавления, поступательное движение поддерживает постоянную длину дуги, которая не должна выходить за пределы 0.5-1.2 диаметра электрода.
Длина дуги зависит от марки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ).
Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока (постоянным или переменным) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сварке сверхтонких металлических листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения.
Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки.
Это движения «ёлочкой», углом , «движение по спирали» , «движение полумесяцем»
Источник: http://snabservis24.ru/index.php/elektrody-dlya-svarki
Режим дуговой сварки | Сварка металлов
Под режимом дуговой сварки понимают группу показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество теплоты, вводимой в изделие при сварке.
К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сварочный ток, напряжение на дуге и скорость сварки.
Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытого электрода, угол наклона электрода, температура предварительного нагрева металла.
Выбор режима
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида (типа) сварного соединения, марки стали и электрода, положения шва в пространстве и т. д.
Диаметр электрода
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, тина сварного соединения, типа шва и др. При сварке встык листов толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали.
При сварке стали большей толщины применяют электроды диаметром 4 — 6 мм при условии обеснечения полной возможности провара металла соединяемых деталей и правильного формирования шва. Применение электродов диаметром более 6 мм ограничивается вследствие большой массы электрода и электрододержателя.
Кроме того, прочность сварных соединений, выполненных электродами больших диаметров, снижается вследствие возможного непровара в корне шва и большой столбчатой макроструктуры металла шва.
Многослойные швы
В многослойных стыковых и угловых швах первый слой или проход выполняется электродом диаметром 2 — 4 мм; последующие слои и проходы выполняются электродом большего диаметра в зависимости от толщины металла и формы скоса кромок.
В многослойных швах сварка первого слоя электродом малого диаметра рекомендуется для лучшего провара корня шва. Это относится как к стыковым, так и угловым швам.
Вертикальная сварка
Сварка в вертикальном положении выполняется обычно электродами диаметром не более 4 мм, реже 5 мм; электроды диаметром 6 мм могут применяться только сварщиками высокой квалификации.
Потолочные швы, как правило, выполняются электродами не более- 4 мм.
Сварочный ток
Ток выбирают в зависимости от диаметра электрода. Для выбора тока можно пользоваться зависимостью: I = Kd, где К = 35 60 А/мм; d — диаметр электрода, мм. Относительно малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой производительности.
Чрезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару, повышенному разбрызгиванию электродного материала и ухудшению формирования шва.
На величину коэффициента К влияет состав электродного покрытия: для газообразующих покрытий К берется меньше, чем для шлакообразующих покрытий, например для электродов с железным порошком в покрытии (АНО-1, ОЗС-З) сварочный ток на 30 — 40% больше, чем для электродов с обычными покрытиями.
При сварке с вертикальными и горизонтальными швами ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5 — 10%, а для потолочных — на 10 — 15%, с тем чтобы жидкий металл не вытекал из сварочной ванны.
Источник: http://www.svarkametallov.ru/content/rezhim-dugovoy-svarki
Параметры режима ручной дуговой сварки: сила тока, диаметр электрода, скорость сварки и т. д
Совокупность факторов которые влияют на качество получаемого шва и обеспечивают стабильное протекание процесса сварки называют параметрами режима сварки.
При выполнении сварки ручным дуговым способом выделяют следующие параметры режима сварки:
- диаметр электрода;
- сила сварочного тока;
- тип и марка электрода;
- напряжение на дуге;
- род тока и полярность;
- скорость сварки;
- расположение шва в пространстве;
- подогрев и термическая обработка;
- температура окружающей среды.
Последние три параметра относят к дополнительным, остальные являются основными для данного вида сварки.
Сила тока
Силу тока устанавливают после выбора электрода в зависимости от его диаметра. Для расчета силы сварочного тока при сварке в нижнем положении существует формула:
Iсв = dелK
где Iсв — сила тока, А; К — коэффициент пропорциональности (изменяет свое значение в зависимости от типа и диаметра электрода).
| Диаметр электрода, мм | 1-2 | 3-4 | 5-6 |
| Коэффициент пропорциональности (К), А/мм | 25-30 | 30-45 | 45-60 |
Можно использовать упрощенную формулу выбора сварочного тока для ручной дуговой сварки:
Iсв = (20 + 6 dел)dел
В целях избежания пропалов при сварке в нижнем положении металла толщиной менее 1,5 dел сварочный ток уменьшают на 10-15% от расчетного. Если толщина металла больше чем 3 dел ток устанавливают на 10-15% больше.
При сварке швов в вертикальном положении ток уменьшают на 10-15%, а в потолочном на 15-20% от выбранного для сварки в нижнем положении.
Если сварочные работы выполняются качественными, сертифицированными электродами следует установить силу тока в соответствии с рекомендованной на упаковке с электродами. Расчеты выше можно использовать при отсутствии рекомендаций от производителя как альтернативный метод.
Когда сила тока выбрана сварщик должен наложить несколько валиков на отдельной пластине металла. При этом оценивается ширина шва и глубина провара. В случае необходимости силу тока дополнительно регулируют.
Слишком маленькие режимы тока приводят к нестабильному горения сварочной дуги. В сварном соединении появляются непровары, а продуктивность труда снижается.
Повышенные значения силы тока сопровождаются его перегревом, высокой скоростю сгорания, непроварами, интенсивным разбрызгиванием металла и ухудшением внешнего вида шва.
Сбалансировано подобранная сила тока отличается умеренной скоростью плавления электрода, стойким горением дуги с незначительным разбрызгиванием металла.
Тип и марка электрода
Прежде всего необходимо выбирать электроды обеспечивающие однородность химического состава основного металла и металлического стержня электрода. Также тип и марку выбирают в зависимости от пространственного положения шва, необходимой плотности шва, температуры окружающей среды, прочности изделия и условий эксплуатации конструкции. При помощи электрода можно придавать шву необходимые свойства.
Напряжение на дуге
Напряжение на дуге сварщик может регулировать изменяя длину сварочной дуги. В зависимости от длины дуги при ручной дуговой сварке напряжение находится в диапазоне 16-40 V.
Согласно технологии сварки напряжение стоит удерживать в значении 16-20 V. Для этого сварку принято выполнять короткой дугой размером 0,5 -1 толщины диаметра электрода. Это значение может меняться в зависимости от марки электрода и положения шва в пространстве.
Род и полярность тока
Сварку на переменном токе используют для соединения низкоуглеродистых и низколегированных сталей (типа 09ГС) в строительно-монтажных условиях электродами с рутиловым покрытием. Для сварки толстых конструкций из низкоуглеродистых сталей. При возникновении магнитного дутья во время сварки источниками постоянного тока.
Сварку на постоянном токе можно условно разделить на два процесса — ручная дуговая сварка на прямой и обратной полярности.
На прямой полярности
Прямую полярность используют для сварки чугуна и глубокого проплавления основного металла. Для сварки низко-, среднеуглеродистых и низколегированных сталей толщиной 5 мм и более с использованием электродов с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др.
На обратной полярности
Обратную полярность используют для сварки листового металла невысокой толщины и сварки с повышенной скоростью плавления электрода. Для сварки низкоуглеродистых сталей (типа 16Г2АФ), низко-, средне- и высоколегированных сталей и сплавов.
Для указание на определенный род тока сегодня часто используют обозначение AC и DC.
Аббревиатуры AC и DC (сокр. от анг. alternative current и direct current) — означают переменный и постоянный ток соответственно.
Скорость сварки выбирает сварщик в зависимости от свойств основного металла, характеристик электрода, положения шва и т. д.
Скорость сварки должна быть такой чтобы жидкий металл сварочной ванны немного поднимался над поверхностью основного металла с плавным переходом к нему без подрезов и наплывов.
Для предотвращения перегрева металла высоколегированные стали сваривают с большей скоростью.
Расположение шва в пространстве
Расположение шва в пространстве влияет на выбор основных параметров режима ручной дуговой сварки. Ручную сварку используют для стыков во всех пространственных положениях, но наиболее удобным положением считается нижнее. Стоит учитывать положение шва в пространстве при расчете основных параметров и выборе электрода.
Предварительный подогрев и последующая термическая обработка
Предварительный подогрев основного металла и последующая обработка используются для сварки сталей склонных к образованию закалочных структур — средне- и высокоуглеродистые стали. Для сварки чугуна, цветных металлов и их сплавов. Температура и способ выполнения подогрева и обработки зависит от толщины основного металла, химического состава и размера конструкции.
Температура окружающей среды
Все стали можно разделить на четыре группы согласно степени их свариваемости. Стали II, III и IV группы нельзя сваривать при температуре ниже -5 °C.
Источник: http://osvarke.net/mma/rezhimy-ruchnoj-dugovoj-svarki/