Готовимся к ЕГЭ-2018 по химии: разбор демоварианта
Определите, атомы каких из указанных в ряду элементов в основном состоянии имеют на внешнем энергетическом уровне четыре электрона.
1) Na 2) K 3) Si 4) Mg
5) C
Ответ: Периодическая система химических элементов – графическое отображение Периодического закона. Она состоит из периодов и групп.
Группа – это вертикальный столбец химических элементов, состоит из главной и побочной подгрупп.
Если элемент находится в главной подгруппе определенной группы, то номер группы говорит о количестве электронов на последнем слое. Следовательно, чтобы ответить на данный вопрос необходимо открыть таблицу Менделеева и посмотреть, какие элементы из представленных в задании расположены в одной группе.
Приходим к выводу, что такими элементами являются: Si и C, следовательно ответ будет: 3; 5.
Задание 2
Из указанных в ряду химических элементов
1) Na 2) K 3) Si 4) Mg
5) C
выберите три элемента, которые в Периодической системе химических элементов Д.И.Менделеева находятся в одном периоде.
Расположите химические элементы в порядке возрастания их металлических свойств.
Запишите в поле ответа номера выбранных химических элементов в нужной последовательности.
Ответ: Периодическая система химических элементов – графическое отображение Периодического закона. Она состоит из периодов и групп.
Период – это горизонтальный ряд химических элементов, расположенных в порядке возрастания электроотрицательности, а значит, уменьшения металлических свойств и усиления неметаллических.
Каждый период (за исключением первого) начинается с активного металла, который называется щелочным, и заканчивается инертным элементом, т.е. элементом, который не образует химических соединений с другими элементами (за редким исключением).
Глядя на таблицу химических элементов, отмечаем, что из данных в задании элементов, Na, Mg и Si расположены в 3 периоде. Далее необходимо расположить эти элементы в порядке возрастания металлических свойств. Из написанного выше определяем, если металлические свойства убывают слева на право, значит возрастают они наоборот, справа налево. Поэтому правильными ответами будут 3; 4; 1.
ЕГЭ. Химия. Новый полный справочник для подготовки к ЕГЭ
Новый справочник содержит весь теоретический материал по курсу химии, необходимый для сдачи ЕГЭ. Он включает в себя все элементы содержания, проверяемые контрольно-измерительными материалами, и помогает обобщить и систематизировать знания и умения за курс средней (полной) школы. Теоретический материал изложен в краткой, доступной форме.
Каждый раздел сопровождается примерами тренировочных заданий, позволяющими проверить свои знания и степень подготовленности к аттестационному экзамену. Практические задания соответствуют формату ЕГЭ. В конце пособия приводятся ответы к заданиям, которые помогут объективно оценить уровень своих знаний и степень подготовленности к аттестационному экзамену.
Пособие адресовано старшим школьникам, абитуриентам и учителям.
Купить
Задание 3
Из числа указанных в ряду элементов
1) Na 2) K 3) Si 4) Mg
5) C
выберите два элемента, которые проявляют низшую степень окисления –4.
Ответ: Высшая степень окисления химического элемента в соединении численно равна номеру группы, в которой находится химический элемент со знаком плюс. Если элемент расположен в 1 группе, то его высшая степень окисления равна +1, во второй группе +2 и так далее.
Низшая степень окисления химического элемента в соединениях равна 8 (высшая степень окисления, которую может проявить химический элемент в соединении) минус номер группы, со знаком минус. Например, элемент стоит в 5 группе, главной подгруппе; следовательно, высшая степень окисления его в соединениях будет равна +5; низшая степень окисления соответственно 8 – 5 = 3 со знаком минус т.е. –3.
У элементов 4 периода высшая валентность равна +4, а низшая –4. Поэтому ищем из списка элементов данных в задании два элемента расположенных в 4 группе главной подгруппе. Это будет C и Si номера правильного ответа 3; 5.
Задание 4
Из предложенного перечня выберите два соединения, в которых присутствует ионная связь.
1) Ca(ClO2)2
2) HClO3
3) NH4Cl
4) HClO4
5) Cl2O7
Ответ: Под химической связью понимают такое взаимодействие атомов, которое связывает их в молекулы, ионы, радикалы, кристаллы. Различают четыре типа химических связей: ионную, ковалентную, металлическую и водородную.
Ионная связь – связь, возникающая в результате электростатического притяжения разноименно заряженных ионов (катионов и анионов), иными словами, между типичным металлом и типичным неметаллом; т.е. элементами, резко отличающимися друг от друга по электроотрицательности. ( > 1,7 по шкале Полинга).
Ионная связь присутствует в соединениях, содержащих металлы 1 и 2 групп главных подгрупп (за исключением Mg и Be) и типичных неметаллов; кислорода и элементов 7 группы главной подгруппы.
Исключение составляют соли аммония, они не содержат атома металла, вместо него ион , но в солях аммония между ионом аммония и кислотного остатка – связь тоже ионная. Поэтому правильными ответами будут 1; 3.
Задание 5
Установите соответствие между формулой вещества и классов / группой, к которому(-ой) это вещество принадлежит: к каждой позиции, обозначенной буквой, подберите соответствующую позицию, обозначенную цифрой.
| ФОРМУЛА ВЕЩЕСТВА | КЛАСС / ГРУППА |
| А) NH4HCO3 | 1) соли средние |
| Б) KF | 2) оксиды кислотные |
| В) NO | 3) оксиды несолеобразующие |
| 4) соли кислые |
Запишите в таблицу выбранные цифры под соответствующими буквами.
Ответ: Для ответа на данный вопрос мы должны вспомнить, что такое оксиды и соли. Соли – это сложные вещества, состоящие из ионов металла и ионов кислотного остатка. Исключение составляют соли аммония. У данных солей вместо ионов металла стоит ион аммония. Соли бывают средними, кислыми, двойными, основными и комплексными. Средние соли – это продукты полного замещения водорода кислоты на металл или ион аммония; например:
H2SO4 + 2Na = H2 + Na2SO4.
Данная соль является средней. Кислые соли – это продукт неполного замещения водорода соли на металл; например:
2H2SO4 + 2Na = H2 + 2NaHSO4.
Данная соль является кислой. Теперь давайте посмотрим на наше задание. В нем содержится две соли: NH4HCO3 и KF. Первая соль является кислой, поскольку это продукт неполного замещения водорода в кислоте.
Поэтому в табличке с ответом под буквой «А» поставим цифру 4; другая соль (KF) не содержит водорода между металлом и кислотным остатком, поэтому в табличке с ответом под буквой «Б» поставим цифру 1. Оксиды – это бинарное соединение, в состав которого входит кислород. Он стоит на втором месте и проявляет степень окисления –2. Оксиды бывают основными (т.е.
оксиды металлов, например Na2O, CaO – им соответствуют основания; NaOH и Ca(OH)2 ), кислотными (т.е. оксиды неметаллов P2O5, SO3 – им соответствуют кислоты; H3PO4 и H2SO4), амфотерными (оксиды, которые в зависимости от обстоятельств могут проявлять основные и кислотные свойства – Al2O3, ZnO) и несолеобразующие.
Это оксиды неметаллов, которые не проявляют ни основных, ни кислотных, ни амфотерных свойств; это CO, N2O, NO. Следовательно, оксид NO является несолеобразующим оксидом, поэтому в табличке с ответом под буквой «В» поставим цифру 3. И заполненная таблица будет иметь следующий вид:
Задание 6
Из предложенного перечня выберите два вещества, с каждым из которых железо реагирует без нагревания.
1) хлорид кальция (р-р) 2) сульфат меди (II) (р-р) 3) концентрированная азотная кислота 4) разбавленная соляная кислота
5) оксид алюминия
Ответ: Железо – активный металл. Взаимодействует с хлором, углеродом и другими неметаллами при нагревании:
2Fe + 3Cl2 = 2FeCl3
Вытесняет из растворов солей металлы, находящиеся в электрохимическом ряду напряжений правее железа:
Например:
Fe + CuSO4 = FeSO4 + Cu
Растворяется в разбавленных серной и соляной кислотах c выделением водорода,
Fe + 2НCl = FeCl2 + H2
с раствором азотной кислоты
Fe + 4HNO3 = Fe(NO3)3 + NO + 2H2O.
Концентрированные серная и соляная кислота при обычных условиях с железом не реагируют, они его пассивируют:
Исходя из этого правильными ответами будут: 2; 4.
Задание 7
Водну из пробирок с осадком гидроксида алюминия добавили сильную кислоту Х, а в другую – раствор вещества Y. в результате в каждой из пробирок наблюдали растворение осадка. Из предложенного перечня выберите вещества Х и Y, которые могут вступать в описанные реакции.
1) бромоводородная кислота. 2) гидросульфид натрия. 3) сероводородная кислота. 4) гидроксид калия.
5) гидрат аммиака.
Запишите в таблицу номера выбранных веществ под соответствующими буквами.
Ответ: Гидроксид алюминия является амфотерным основанием, поэтому может взаимодействовать с растворами кислот и щелочей:
1) Взаимодействие с раствором кислоты: Al(OH)3 + 3HBr = AlCl3 + 3H2O.
При этом осадок гидроксида алюминия растворяется.
2) Взаимодействие со щелочами: 2Al(OH)3 + Сa(OH)2 = Ca[Al(OH)4]2.
При этом осадок гидроксида алюминия также растворяется.
Задание 8
Установите соответствие между формулой вещества и реагентами, с каждым из которых это вещество может взаимодействовать: к каждой позиции, обозначенной буквой, подберите соответствующую позицию, обозначенную цифрой
| ФОРМУЛА ВЕЩЕСТВА | РЕАГЕНТЫ |
| А) SБ) SO3В) Zn(OH)2Г) ZnBr2 (р-р) | 1) AgNO3, Na3PO4, Cl22) BaO, H2O, KOH3) H2, Cl2, O24) НBr, LiOH, CH3COOH (р-р)5) H3PO4 (р-р), BaCl2, CuO |
Ответ: Под буквой А стоит сера (S). Как простое вещество, сера может вступать в окислительно-восстановительные реакции. Большинство реакций происходит с простыми веществами, металлами и неметаллами. Окисляется растворами концентрированных серной и соляной кислот. Взаимодействует со щелочами. Из всех реагентов, расположенных под цифрами 1–5, больше всего под описанные выше свойства подходят простые вещества под цифрой 3.
Источник: https://rosuchebnik.ru/material/razbor-demoversii-ege-po-himii-2018/
10.3. Электролиз
При пропускании постоянного электрического тока через электролит на электродах протекают химические реакции. Этот процесс называется электролиз, что означает разложение (вещества) с помощью электричества.
В разд. 8.1 было указано, что электролит -это такая жидкость, которая при пропускании через нее электрического тока подвергается химической реакции. Электролитом может быть расплавленная соль, как, например, расплав бромида , либо водный раствор какой-либо кислоты, основания или соли.
Электрический ток подводится к электролиту с помощью электродов — проволочных проводников, металлических стержней или пластин, осуществляющих электрический контакт с электролитом. Отрицательно заряженный электрод — это катод, а положительный электрод -анод. Электроды, которые не вступают в химические реакции, находясь в контакте с электролитами и при пропускании через них электрического тока, называются инертными электродами. К числу инертных электродов относятся графит и платина.
ИОННАЯ ТЕОРИЯ ЭЛЕКТРОЛИЗА
Согласно этой теории, прохождение постоянного электрического тока через электролит осуществляется с помощью ионов. На электродах происходит перенос электронов к ионам либо от них. Поэтому процессы, протекающие на электродах, могут рассматриваться как восстановительные или окислительные полуреакции. Таким образом, электролиз представляет собой окислительно-восстановительный процесс.
На аноде всегда осуществляется окислительная полуреакция. В этой реакции анионы теряют электроны и разряжаются, превращаясь в нейтральные частицы. Поэтому анод выступает в роли места стока электронов с анионов.
На катоде всегда осуществляется восстановительная полуреакция. Здесь катионы приобретают электроны и разряжаются, превращаясь в нейтральные частицы. Поэтому катод выступает в роли источника электронов для катионов.
Пример
Электролиз расплавленного бромида состоит из двух полуреакций:
1) на аноде разряжаются бромид-ионы. (Уравнение этой полуреакции имеет
Эта полуреакция представляет собой окисление.)
2) на катоде разряжаются ионы свинца. (Уравнение этой полуреакции:
Эта полуреакция представляет собой восстановление.)
Рис. 10.6. Электролиз.
Таблица 10.2. Относительная легкость разряда катионов в одном растворе
Таблица 10.3. Относительная легкость разряда анионов в водном растворе
Следует отметить, что реакции, протекающие на аноде и катоде в каждой конкретной системе, предопределяются полярностью источника тока во внешней электрической цепи. Отрицательный полюс внешнего источника тока (батареи) поставляет электроны одному из электродов электролитической ячейки. Это обусловливает отрицательный заряд данного электрода. Он и становится катодом.
Поскольку этот электрод заряжен отрицательно, он в свою очередь вызывает такую электродную реакцию, в которой происходит потребление электронов. Таким образом, на этом электроде осуществляется восстановительный процесс. На другом электроде электроны перетекают из электролитической ячейки обратно во внешнюю цепь, что делает этот электрод положительным электродом. Значит, этот электрод играет роль анода.
Из-за его положительного заряда на нем протекает реакция, которая сопровождается отдачей электронов, т. е. окисление.
Схематическое изображение всего процесса электролиза представлено на рис. 10.6.
Избирательный разряд ионов
Водный раствор любого электролита содержит анионы и катионы не одного, а двух или нескольких типов. Например, водный раствор хлорида калия содержит анионы двух типов, и ОН, и катионы двух типов,
Последовательность, в которой ионы разных типов разряжаются на электродах, определяется целым рядом факторов, в том числе химической природой электрода, состоянием электролита и электродным потенциалом каждого конкретного иона.
Химическая природа электрода. Электроды могут быть инертными либо активными. Например, электродные, реакции, протекающие при электролизе водного раствора сульфата зависят от того, какие электроды используются при этом — активные, как, например, медь, либо инертные, как графит.
При использовании медных электродов в электролитической ячейке протекают следующие процессы:
На аноде
На катоде
При использовании графитовых электродов протекают реакции:
На аноде
На катоде
Состояние электролита. Полуреакции, протекающие на том или ином электроде, зависят от того, находится ли электролит в расплавленном состоянии или же в виде водного раствора, а в последнем случае зависят еще и от концентрации раствора. Например, при электролизе расплавленного иодида калия протекают следующие электродные реакции:
На аноде
На катоде
Однако при электролизе водного раствора иодида калия протекают такие электродные реакции:
На аноде
На катоде
Электродный потенциал иона. Определение электродных потенциалов вводится в следующем разделе, где проводится их подробное обсуждение. Здесь мы укажем лишь следующее.
Для катионов и ионов металлов) относительная легкость разряда на катоде (табл. 10.2) определяется электрохимическим рядом (рядом напряжений, или рядом электродных потенциалов), который обсуждается позже в данной главе. Поэтому, если раствор содержит одновременно ионы то в нем оказывается предпочтительнее разряд ионов Однако если раствор содержит ионы то предпочтительнее оказывается разряд ионов
Относительная легкость разряда анионов на аноде указана в табл. 10.3. Разряд больших ионов, как, например, сульфат-иона, обычно не происходит из-за предпочтительного разряда гидроксильного иона
Источник: http://scask.ru/f_book_act_chem1.php?id=208
Сварка в защитных газах
/ Библиотека / Виды сварки / Сварка в защитных газах
Сварку в защитных газах можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом. В первом случае сварной шов получается за счет расплавления кромок изделия и, если необходимо, подаваемой в зону дуги присадочной проволоки.
Плавящийся электрод в процессе сварки расплавляется и участвует в образовании металла шва. Для защиты применяют три группы газов: инертные (аргон, гелий); активные (углекислый газ, азот, водород и др.); смеси газов инертных, активных или первой и второй групп.
Выбор защитного газа определяется химическим составом свариваемого металла, требованиями, предъявляемыми к свойствам сварного соединения; экономичностью процесса и другими факторами.
Смесь инертных газов с активными рекомендуется применять и для повышения устойчивости дуги, увеличения глубины проплавления и изменения формы шва, металлургической обработки расплавленного металла, повышения производительности сварки. При сварке в смеси газов повышается переход электродного металла в шов.
Смесь аргона с 1—5% кислорода используют для сварки плавящимся электродом низкоуглеродистой и легированной стали. Добавка кислорода к аргону понижает критический ток, предупреждает возникновение пор, улучшает форму шва.
Смесь аргона с 10—25% углекислого газа применяют при сварке плавящимся электродом. Добавка углекислого газа при сварке углеродистых сталей позволяет избежать образование пор, несколько повышает стабильность дуги и надежность защиты зоны сварки при наличии сквозняков, улучшает формирование шва при сварке тонколистового металла.
Смесь аргона с углекислым газом (до 20%) и с не более 5% кислорода используют при сварке плавящимся электродом углеродистых и легированных сталей. Добавки активных газов улучшают стабильность дуги, формирование швов и предупреждают пористость.
Смесь углекислого газа с кислородом (до 20%) применяют при сварке плавящимся электродом углеродистой стали. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Смесь углекислого газа с кислородом (до 20%) применяют при сварке плавящимся электродом углеродистой стали. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
В зону сварки защитный газ может подаваться центрально (см. рис. XI.2 и XI.3, а,в), а при повышенных скоростях сварки плавящимся электродом — сбоку (см. рис. XI.3,б). Для экономии расхода дефицитных и дорогих инертных газов используют защиту двумя раздельными потоками газов (см. рис. XI.3,в); наружный поток — обычно углекислый газ.
При сварке активных материалов для предупреждения контакта воздуха не только с расплавленным, но и с нагретым твердым металлом применяют удлиненные насадки на сопла (подвижные камеры, см. рис. XI.3,г). Наиболее надежная защита достигается при размещении изделия в стационарных камерах, заполненных защитным газом.
Для сварки крупногабаритных изделий используют переносные камеры из мягких пластичных обычно прозрачных материалов, устанавливаемых локально над свариваемым стыком. Теплофизические свойства защитных газов оказывают большое влияние на технологические свойства дуги, а значит на форму и размеры шва.
При равных условиях дуга в гелии по сравнению с дугой в аргоне является более «мягкой», имеет более высокое напряжение, а образующийся шов имеет меньшую глубину проплавления и большую ширину. Углекислый газ по влиянию на форму шва занимает промежуточное положение.
XI.2. Схемы сварки в защитных газах а, б — неплавящимся, плавящимся электродом; 1 — сварочная дуга; 2 — электрод; 3 — защитный газ; 4 — газовое сопло (горелка); 5 — присадочная проволока
XI.3. Схемы подачи защитного газа в зону сварки
а — центральная; б — боковая; в — двумя концентрическими потоками; г — в подвижную камеру (насадку); 1 — электрод; 2 — защитный газ; 3, 4 — наружный и внутренний потоки защитных газов; 5 — насадка; 6 — распределительная сетка
Преимущества и недостатки способа
Широкий диапазон применяемых защитных газов обусловливает большое распространение этого способа как в отношении свариваемых металлов, так и их толщин (от 0,1 мм до десятков миллиметров). Основными преимуществами рассматриваемого способа сварки являются следующие:
- высокое качество сварных соединений па разнообразных металлах и их сплавах разной толщины, особенно при сварке в инертных газах из-за малого угара легирующих элементов;
- возможность сварки в различных пространственных положениях;
- отсутствие операций по засыпке и уборке флюса и удалению шлака;
- возможность наблюдения за образованием шва, что особенно важно при механизированной сварке;
- высокая производительность и легкость механизации и автоматизации процесса;
- низкая стоимость при использовании активных защитных газов.
К недостаткам способа относятся: необходимость применения защитных мер против световой и тепловой радиации дуги; возможность нарушения газовой защиты при сдувании струи газа движением воздуха или при забрызгиванни сопла; потерн металла на разбрызгивание, при котором брызги прочно соединяются с поверхностями шва и изделия; наличие газовой аппаратуры и в некоторых случаях необходимость водяного охлаждения горелок.
Подготовка кромок и их сборка под сварку
Способы подготовки кромок под сварку (механические, газовые и т. д.) такие же, как и при других способах сварки. Вид разделки кромок и ее геометрические размеры должны соответствовать ГОСТ 14771—76 или техническим условиям на изготовление изделия. При механизированной сварке плавящимся электродом можно получить полный провар без разделки кромок и без зазора между ними при толщине металла до 8 мм.
При зазоре или разделке кромок полный провар достигается при толщине металла до 11 мм. При автоматической сварке стыковых соединений производительность процесса значительно возрастает при использовании разделки без скоса кромок (щелевой разделке см. рис. Х.11). При толщине металла до 40 мм зазор между кромками в нижней части стыка до 10 мм.
Для обеспечения постоянства зазора в зоне сварки из-за поперечной усадки при сварке каждого прохода выполняют шарнирное закрепление деталей с углом раскрытия кромок, зависящим от толщины свариваемого металла.
XI.11. Схема расположения присадочной проволоки относительно сварочной ванны
1 — присадочная проволока; 2 — сварочная ванна; 3 — электрод; 4 — границы струи защитного газа. Стрелкой указано направление сварки
При сварке в углекислом газе многослойных швов на сталях перед наложением последующего слоя поверхность предыдущего слоя следует тщательно очищать от брызг и образующего шлака.
Для уменьшения забрызгивання поверхности детали из углеродистой стали ее покрывают специальными аэрозольными препаратами типа «Дуга». Сварку можно вести при непросохшем препарате. Детали собирают с помощью струбцин, клиньев, скоб или на прихватках.
Прихватки лучше выполнять в защитных газах тем же способом, которым будет проводиться и сварка. Прихватки перед сваркой осматривают, а при сварке переваривают.
Общие рекомендации по технике сварки
Ручную и механизированную сварку обычно ведут на весу. Автоматическую сварку можно осуществлять так же, как и при сварке под флюсом, на остающихся или съемных подкладках и флюсовых подушках.
Однако во многих случаях наиболее благоприятные результаты достигаются при использовании газовых подушек (рис. XI.4). Они улучшают формирование корня шва, а при сварке активных металлов способствуют и защите нагретого твердого металла от воздействия с воздухом.
Подаваемые в подушку газы по составу могут быть аналогичными применяемым для защиты зоны сварки.
XI.4. Схемы газовых подушек
а, б — односторонняя и двусторонняя сварка; 1 — защитный газ; 2 — медная подкладка
Качество шва в большой степени определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, конструкции сварного соединения, скорости сварки, состава защитного газа.
Влияние скорости сварки на надежность защиты зоны сварки видно из рис. XI.5. Ветер и сквозняки также снижают эффективность газовой защиты. В названных случаях рекомендуется на 20—30% повышать расход защитного газа, увеличивать диаметр выходного отверстия сопла или приближать горелку к поверхности детали.
При сварке на повышенных скоростях полезно также наклонять горелку углом вперед, а при автоматической сварке применять боковую подачу газа (см. рис. XI.3,б). Для защиты от ветра зону сварки закрывают щитками. Для достаточной защиты соединений, указанных на рис. XI.6,в,г, необходим повышенной расход газа. При их сварке рекомендуется устанавливать сбоку и параллельно шву экраны, задерживающие утечку защитного газа.
При равных условиях расход гелия благодаря его меньшей плотности должен быть увеличен по сравнению с аргоном или с углекислым газом.
XI.5. Влияние скорости сварки на эффективность газовой защиты
а—в — сварка соответственно на малой, средней и очень большой
XI.6. Схемы (а—г) расположения границы струи защитного газа при сварке различных типов соединений
См. также: Технологии полуавтоматической сварки (MIG/MAG), Технологии аргонодуговой сварки (TIG), Оборудование для полуавтоматической сварки, Оборудование для аргонодуговой сварки
Источник: https://www.deltasvar.ru/biblioteka/48-vidy-svarki/68-svarka-v-zashhitnykh-gazakh
Система обозначения методов сварки плавлением. Сварка TIG, MIG, MAG, MMA
Сварка является одним из основных технологических процессов современного производства. Трудно представить себе отрасль промышленности, в которой бы не использовались сварочные технологии. В некоторых отраслях доля работ по сварке доходит до 65–70% от общего времени производства.
Современные требования к качеству продукции, диктуемые международными стандартами, не могут не затрагивать сварочного производства. Значительная часть сварочных работ приходится на производство ответственных конструкций и изделий, с весьма жесткими требованиями к качеству сварочных работ.
До 1992 г. советская промышленность практически полностью обеспечивала собственные потребности в электросварочном оборудовании.
Лишь в отдельных отраслях (в основном имеющих отношение к оборонному комплексу) или на отдельных предприятиях работало сварочное оборудование иностранного производства.
Объем технической информации, получаемой советскими специалистами из зарубежных источников, был очень ограничен, и применение даже той минимальной информации, которую удавалось получить, было весьма проблематичным.
После падения железного занавеса у российских предприятий появилась возможность воспользоваться всей массой технических и технологических знаний, накопленных за рубежом. В первую очередь, это проявилось в возможности приобретать оборудование иностранного производства.
За последнее десятилетие российские инженеры стали более информированы, во многих российских вузах подготовка ведется на уровне лучших зарубежных технических университетов (в том числе это касается и знания иностранных языков).
Получение технической информации на английском или любом другом языке перестало быть трудноразрешимой задачей, а количество такой информации на русском языке постоянно растет, чему во многом способствует издание многими зарубежными производителями оборудования справочной и технической литературы на русском языке, в первую очередь — каталогов на собственную продукцию.
Необходимо, однако, отметить, что в такой специфической области техники, как сварка, неспециалисту порой бывает трудно разобраться. Кроме того, в сварке до сих пор нет жестко установленной системы классификации, в частности, нет единой системы обозначений методов сварки.
Поэтому большинство зарубежных производителей используют общепризнанные английские аббревиатуры, которые и приводятся в настоящей статье.
Сварка TIG, MIG, MAG, MMA
MMA — Manual Metal Arc — ручная дуговая сварка штучными (покрытыми) электродами. В советской технической литературе обычно использовалось сокращение РДС.
TIG — Tungsten Inert Gas — ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas);
иногда встречается обозначение GTA (Gas Tungsten Arc). Может осуществляться с ручной или автоматической подачей присадочной проволоки или без нее. Так как наиболее распространено применение в качестве защитного газа аргона, за этим методом закрепилось название «аргоно-дуговая сварка», или АДС.
Следует, однако, заметить, что такое наименование не совсем правильно, потому что при сварке методом TIG в качестве защитного газа могут использоваться также гелий, азот или различные газовые смеси, существует также метод атомно-водородной сварки, схожий по своей физической сущности с методом TIG, кроме того, сварка с использованием аргона в качестве защитного газа может вестись и с применением плавящегося электрода.
При описании оборудования для сварки методом TIG упоминание самого метода сварки обычно дополняют упоминанием рода тока сварки: DC (Direct Current) — постоянный ток — или AC/DC (Alternating Current/Direct Current) — переменный/постоянный ток.
MIG/MAG — Metal Inert/Active Gas — дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа — наиболее универсальный и распространенный в промышленности метод сварки. Иногда этот метод сварки обозначают GMA (Gas Metal Arc).
Применение термина «полуавтоматическая» не вполне корректно, поскольку речь идет об автоматизации только подачи присадочной проволоки, а сам метод MIG/MAG с успехом применяется при автоматизированной сварке и роботизированной сварке.
Словосочетание «в углекислом газе», к которому привыкли многие специалисты, умышленно опущено, так как при этом методе все чаще используются многокомпонентные газовые смеси, в состав которых помимо углекислого газа могут входить аргон, кислород, гелий, азот и другие газы.
GMAW — Gas Metal Automatic Welding — автоматическая дуговая сварка металлическим электродом (проволокой) в среде защитного газа. Так некоторые производители обозначают автоматизированное (роботизированное) применение метода MIG/MAG.
GTAW — Gas Tungsten Automatic Welding — автоматическая дуговая сварка неплавящимся электродом в среде инертного защитного газа. Обозначение автоматизированного (роботизированного) применения метода TIG. Может осуществляться как с автоматической подачей присадочной проволоки, так и без нее.
SMAW — Submerged Metal Automatic Welding — автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса.
FCAW — Flux Core Arc Welding — дуговая сварка плавящейся порошковой проволокой (самозащитной или в среде защитного газа) с автоматической подачей присадочной проволоки. Метод может быть осуществлен в собственно «полуавтоматическом» варианте, а также при автоматизированном (роботизированном) применении.
Orbital Welding — орбитальная сварка. Под этим термином понимается автоматическая дуговая сварка кольцевых неповоротных швов с помощью специальных сварочных горовок или самоходных механизмов. При этом обычно применяют методы GTAW (TIG) или GMAW (MIG/MAG).
Надеемся, что эта классификация поможет специалистам, занятым в металлообрабатывающем производстве, в работе.
Источник: https://kemppi.in.ua/articles/svarka_plavleniem_oboznacheniya.htm
Спектрометр и аргон — использование аргона марки 5 (5сф) и 4.8
Применение аргона в сфере эмиссионного спектрального анализа обусловлено двумя направлениями использования газа. Во-первых, он используется как плазмообразующий газ, а во-вторых, как газ, вытесняющий воздух из оптических систем спектральных приборов.
В качестве плазмообразующего газа, как видно из названия, аргон образует плазму. Что это такое и зачем она нужна в эмиссионных спектрометрах? Плазма — это частично или полностью ионизированный газ. В нашем случае — частично ионизированный.
Она состоит из нейтральных и заряженных частиц: атомов аргона, положительно заряженных ионов аргона и отрицательно заряженных электронов.
Чтобы получить некоторое представление о том, какие процессы происходят внутри штатива искрового эмиссионного спектрометра, остановимся на этом подробнее.
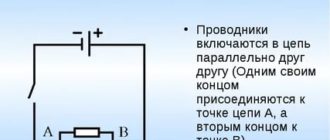
Плазма находится в электрическом поле, которое образуется благодаря приложенному между двумя электродами напряжению. Отрицательно заряженный электрод — это образец, который лежит на предметном столике (столик штатива заземлён), а положительно заряженный вольфрамовый противоэлектрод находится внутри штатива.
| Предметный столик искрового спектрометра. Образец — отрицательно заряженный электрод | Положительно заряженный вольфрамовый электрод находится внутри штатива |
Как известно из школьных курсов физики, на заряженные частицы в электрическом поле действует сила и они получают ускорение. Электроны двигаются к вольфрамовому электроду, а положительно заряженные ионы аргона двигаются в сторону нашего образца. Ионы аргона большие и тяжёлые (по сравнению с электронами), при разгоне они приобретают высокую кинетическую энергию и врезаются в поверхность образца, как болид из космоса в поверхность земли.
При этом вся запасённая энергия идёт на разрушение поверхности образца, или на его локальный нагрев в точке попадания. Таким образом, вся поверхность образца бомбардируется разогнанными ионами аргона. При этом происходит нагрев и испарение, а так же в плазму вылетают осколки (они называются кластеры, так как состоят из огромного числа атомов) и брызги расплавленного образца.
Мы говорим — происходит абляция, или пробоотбор. Фрагменты нашей пробы попали в плазму.
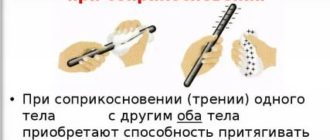
В плазме всё это дело продолжает усиленно двигаться и сталкиваться с летящими ионами аргона и электронами, которые продолжают сообщать этим фрагментам пробы энергию, разрушая их в конечном итоге на отдельные атомы, а иногда даже отрывая от них электрон или присоединяя его, создавая ионы. Мы говорим — происходит атомизация. После этого при дальнейших столкновениях частиц плазмы друг с другом, атомы и ионы нашего образца возбуждаются. Что это значит?
Согласно планетарной модели атома Бора-Резерфорда, атом состоит из положительно заряженного ядра, вокруг которого на стационарных энергетических орбитах находятся электроны. При получении атомом энергии, она тратится на перевод электрона на более высокую энергетическую орбиту. Мы говорим — атом перешёл в возбуждённое состояние.
Это состояние неустойчиво и через некоторое время электрон вернётся обратно на более низкую энергетическую орбиту (в невозбуждённое состояние). При этом переходе атом излучает энергию (мы говорим — происходит эмиссия кванта света потому, что эта энергия находится в оптическом диапазоне).
Набор энергий, который может излучать атом при переходе из возбуждённого состояния в невозбуждённое строго индивидуален для каждого вещества. Атомы светятся только своим уникальным светом.
Изучив его, мы можем однозначно сказать, какие именно атомы светились, а по яркости света даже можем судить о количестве тех или иных атомов в плазме.
На этом и построен принцип работы атомных оптических эмиссионных спектрометров. Эмиссионный потому, что происходит эмиссия (излучение); оптический потому, что эмиссия происходит в оптическом диапазоне, а атомный потому, что излучают атомы исследуемого вещества. Наконец, спектрометр потому, что свет (излучение) раскладывается в спектр и параметры этого спектра измеряются.
Использование аргона в спектрометрах
Почему именно аргон преимущественно используется в спектрометрах? На это есть несколько причин.
Во-первых, аргон это инертный газ, практически не вступающий во взаимодействие с другими элементами благодаря своему строению (принадлежит к восьмой группе главной подгруппы периодической системы элементов Д.И.Менделеева).
Во-вторых, как сказано в начале статьи, аргон занимает третье место в атмосфере земли. Его много, его легко получать, он дешевле многих других газов с аналогичными физико-химическими свойствами (например, гелия или ксенона).
В-третьих, он легко отдаёт электрон — легко ионизируется (по сравнению с другим распространённым газом, азотом, примерно в 3 раза легче). Это означает что плазму легче зажечь и меньше энергии необходимо тратить на её поддержание.
Не ядовит, не взрывоопасен Кругом одни плюсы. Совокупность всех этих причин делает подаваемый в спектрометр аргон наиболее подходящим газом для плазмообразования.
Какого качества газ нужен для использования в эмиссионных приборах? Необходим аргон высокой чистоты не хуже марки 4.8 (99,998%) для того, чтоб надёжно работал ваш спектрометр. Аргон марки 5.0 (99,999%) и более высоких марок можно назвать избыточными для использования в этой сфере. Их конечно же можно использовать, но они стоят дороже, а сколь заметного выигрыша не дадут.
При использовании аргона низкого качества плазма будет получаться слабой и её энергии будет недостаточно для абляции исследуемого вещества. Основной загрязнитель, существенно снижающий качество аргона — это кислород. Кислород и всё, куда он входит: водяной пар, углекислый газ и т.п. Кислород очень сильный окислитель и он легко «ворует» из плазмы электроны.
Количество заряженных частиц резко падает и, соответственно, снижается эффективность воздействия плазмы на поверхность образца. Это приводит к снижению качества результатов анализа, и даже к их отсутствию.
| «Плохие» и «хорошие» пятна обжига. | Самая распространенная причина появления «плохих», или «слепых», пятен обжига при измерении на искровом спектрометре — низкое качество используемого плазмообразующего газа, в данном случае аргона.«Хорошие» пятна отличить просто: в центе пятна располагается так называемый «глазок».Глазок — это результат абляции (именно в этом месте происходил нагрев, испарение и «выскребание» фрагментов образца в плазму).Слепые же пятна глазка не имеют, или он у них очень маленький.Это результат плохой абляции — в плазму попадает недостаточное количество пробы.Плохими пятна так называются потому, что когда у вас при обискривании возникают такие пятна, вы имеете плохие результаты измерений.Поэтому если вы получаете плохие результаты измерений (большое СКО, подозрительные результаты, никак не укладывающиеся в разумные рамки и т.п.),обязательно проверяйте пятна обжига. |
Второе основное применение аргона в спектрометрах — удаление воздуха из оптического тракта прибора. Это связано с необходимостью удаления кислорода. Молекулы кислорода поглощают жёсткий ультрафиолет с длинной волны ниже 185 нм.
Это не позволяет измерять некоторые вещества, которые излучают в этом диапазоне. Чтобы иметь возможность работать и с этими веществами — молекулы кислорода с оптического пути необходимо убрать. Среди прочих способов для этого может использоваться и аргон.
Более подробно об этом на нашем сайте можно почитать в этой статье.
P. S. Просьба учесть, что статья имеет научно-популярный характер. Поэтому некоторые физические явления и процессы, описанные в ней представлены в упрощённом виде, дабы не усложнять изложение излишними подробностями и нагромождением понятий и определений. Пусть учёные нас простят за это.
Хранение и транспортировка аргона
Газообразный аргон хранится и поставляется в баллонах высокого давления.
Согласно ГОСТ 949-73 выпускаются баллоны с емкостью от 0.4 до 50 л. Для хранения и транспортировки аргона в основном используют баллоны емкостью 5, 10 и 40 л.
Наиболее распространены сорокалитровые баллоны с рабочим давлением 150 кгс/см2 (15Мпа) с объемом закачиваемого в них газа 6 м³. Менее распространены баллоны емкостью 50 литров с давлением 200 кгс/см2 (20Мпа). Их использование значительно экономичнее, т.к.
сокращает затраты на транспортировку из-за заметно большей вместимости баллона – 10 м³ аргона.
Так как баллоны высокого давления при транспортировке являются объектом потенциальной опасности, их перевозка должна осуществляться специализированным транспортом, и компаниями, имеющими необходимые разрешения. Правила перевозки и техники безопасности регламентируются соответствующими приказами Минтранса.
Техника безопасности
Аргон не относится к разряду опасных, ядовитых или взрывоопасных газов. Опасность он может представлять в двух случаях:
- Первый — утечка и заполнение собой помещения без притока воздуха.
- Второй, не имеет непосредственного отношения к самому газу аргон, а исходит непосредственно от способа хранения – баллонов находящихся под высоким давлением. Правила обращения, использования, хранения и т.п. регламентируются ГОСТом, например ГОСТ 12.2.085-2002.
Можно ли устанавливать баллон с аргоном прямо в лаборатории рядом с прибором?
< Начало статьи
Источник: https://www.iskroline.ru/articles/argon/spectrometr/
Гост 14771-76* дуговая сварка в защитном газе. соединения сварные. основные типы, конструктивные элементы и размеры
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Таблица 48
мм
| Толщина тонкой детали | Разность толщин деталей |
| 2 — 3 | 1 |
| 4 — 30 | 2 |
| 32 — 40 | 4 |
| Св. 40 | 6 |
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Черт. 1.
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт. 2.
Черт. 3.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Черт. 4.
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм — для деталей толщиной до 4 мм;
0,1s + 0,5 мм — для деталей толщиной 5 — 25 мм;
3 мм — для деталей толщиной 25 — 50 мм;
0,04s + 1,0 мм — для деталей толщиной 50 — 100 мм;
0,01s + 4,0 мм, но не более 6 мм — для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 — 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 — 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 — 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
мм
| Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| от 3 до 4 | св. 4 до 5 | св. 5 до 10 | св. 10 до 16 | св. 16 до 22 | св. 22 до 32 | св. 32 до 40 | св. 40 до 80 | |
| До 400 | 3 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Св. 400 до 450 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
мм
| Катет углового шва для способов сварки | |||||
| Ручная дуговая | В углекислом газе проволокой марки Св-08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа | В углекислом газе проволокой марки Св-08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа | |||
| Э42А и Э42 | Э46А и Э46 | Э50А и Э50 | Э42А и Э42 | Э46А и Э46 | |
| 4 | 3 | 3 | 3 | 4 | 4 |
| 5 | 3 | 4 | 4 | 4 | 5 |
| 6 | 4 | 4 | 5 | 5 | 6 |
| 7 | 5 | 5 | 6 | 6 | 7 |
| 8 | 5 | 6 | 6 | 7 | 8 |
| 9 | 6 | 7 | 7 | 8 | 8 |
| 10 | 7 | 7 | 8 | 9 | 9 |
| 11 | 7 | 8 | 10 | 9 | 10 |
| 12 | 8 | 10 | 12 | 10 | 11 |
| 13 | 10 | 12 | 13 | 11 | 12 |
| 14 | 10 | 13 | 14 | 12 | 13 |
| 15 | 13 | 14 | 15 | 13 | 14 |
| 16 | 14 | 15 | 16 | 14 | 15 |
| 17 | 14 | 16 | 17 | 14 | 16 |
| 18 | 15 | 17 | 18 | 15 | 17 |
| 19 | 16 | 18 | 19 | 16 | 18 |
| 20 | 17 | 19 | 20 | 17 | 19 |
Примечание. Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
мм
| Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
| 4 | 4 | 4 | 3 | 3 |
| 5 | 5 | 4 | 4 | 4 |
| 6 | 6 | 5 | 5 | 4 |
| 7 | 7 | 6 | 6 | 5 |
| 8 | 7 | 7 | 6 | 6 |
| 9 | 8 | 8 | 7 | 7 |
| 10 | 9 | 9 | 8 | 7 |
| 11 | 10 | 9 | 9 | 8 |
| 12 | 11 | 10 | 9 | 9 |
| 13 | 12 | 11 | 10 | 9 |
| 14 | 13 | 12 | 11 | 10 |
| 15 | 14 | 13 | 12 | 11 |
| 16 | 15 | 14 | 13 | 12 |
| 17 | 16 | 14 | 13 | 12 |
| 18 | 17 | 15 | 14 | 13 |
| 19 | 17 | 16 | 15 | 14 |
| 20 | 18 | 17 | 16 | 14 |
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 4
Рекомендуемое
мм
| Номинальный размер катета углового шва | Предельные отклонения размера катета углового шва номинального значения |
| До 5 включ. | + 1,0 — 0,5 |
| Св. 5 до 8 включ. | + 2,0 — 1,0 |
| Св. 8 до 12 включ. | + 2,5 — 1,5 |
| Св. 12 | + 3,0 — 2,0 |
(Введено дополнительно, Изм. № 3).
Информационные данные
1. РАЗРАБОТАН И ВНЕСЕН научно-производственным объединением ЦНИИТМАШ.
ИСПОЛНИТЕЛИ
М. М. Борисенко (руководитель темы); В. Д. Ходаков; Е. Г. Старченко.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 № 1826.
3. Срок проверки 1990 г. Периодичность проверки 5 лет.
4. Стандарт соответствует TGL 14905/03 в части формы и содержания таблиц сварных соединений.
5. ВЗАМЕН ГОСТ 14771-69.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 5264-80 | 13 |
7. ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г., январе 1989 г. (ИУС 6-82, 3-87, 4-89).
Источник: http://www.vashdom.ru/gost/14771-76/