Как правильно паять металлические детали
Как правильно паять? Этим вопрос вопросом задаются многие начинающие мастера. Для начала нужно приготовить все необходимые материалы и инструменты:
- паяльная лампа;
- флюс;
- припой.
Паяльник может быть электрическим, индукционным или газовым. Тяжелые молотковые паяльники нагреваются как открытым огнем, так и электричеством. В настоящее время эти модели используются очень редко, предпочтение отдается электрическим инструментам.
Выбирают такой инструмент, принимая во внимание его мощность. Для пайки деталей электронных схем используются паяльники мощностью 40 Вт, для тонкостенных деталей — приборы мощностью до 120 Вт. Мощность паяльной лампы зависит и от теплопроводности материалов.
Например, для пайки стальных деталей требуется прибор меньшей мощности, чем для работы с медью.
При работе с электрической паяльной лампой используются легкоплавкие припои из сплавов олова и серебра. Для пайки посуды нельзя использовать сплавы, содержащие свинец. Правильно подобранный флюс — залог успешной пайки.
Флюс используется для снятия оксидной пленки металла. При работе с электронными схемами нельзя применять составы на основе кислоты — это приведет к возникновению коррозии. Такие флюсы обычно используются при работе с химически устойчивыми металлами.
При пайке нержавеющей стали используется ортофосфорная кислота.
Существуют также дополнительные материалы и приспособления, делающие процесс пайки более комфортным. Специальная подставка необходима для защиты стола, чаще всего она входит в комплект паяльника. Однако можно сделать ее своими руками из металлического листа.
Для очистки кончика паяльника лучше всего использовать поролоновую губку. Удалять лишний припой с поверхности можно оплеткой или отсосом. Облегчает работу мастера и специальный держатель, называемый «третьей рукой».
Плоскогубцы и специальные зажимы защитят вас от ожогов во время работ.
Подготовительные работы
Включенный в сеть прибор может испускать дым — это горят смазочные материалы. Вам нужно будет просто проветрить комнату. Подготовка наконечника прибора зависит от его изначального состояния. Медному наконечнику можно придать форму отвертки, это защитит его от износа. Делается это с помощью напильника или наждачной бумаги. Перед началом работы наконечник инструмента нужно залудить. Для этого необходимо прогреть паяльник и смазать его наконечник канифолью.
Подготовка металлических деталей к пайке подразумевает очистку от грязи и обезжиривание. При наличии ржавчины, ее нужно убрать наждачной бумагой или металлической щеткой. Нержавеющую сталь лучше всего обработать абразивным материалом. Качество работ зависит от температуры инструмента.
При низкой температуре нагрева припой не распределится по поверхности детали, он свернется комком. Соединение получится рыхлым и непрочным. При использовании электрического паяльника, его температуру можно оценить с помощью канифоли. Она должна закипеть и начать выделять пар.
Если канифоль моментально сгорает, а припой не удерживается на жале паяльника, прибор перегрет.
Как правильно паять: технология выполнения работ
Пайка может выполняться двумя методами: подача припоя на поверхность детали и слив припоя с кончика паяльника на деталь. В любом случае, перед началом работ детали следует закрепить в нужном положении, прогреть инструмент и покрыть места соединения флюсом.
Дальнейшие действия зависят от способа пайки. Если припой будет подаваться с паяльника, его расплавляют на жале прибора, которое затем прижимается к деталям. Флюс при этом сгорает, припой перетекает на поверхности детали.
После этого припой распределяют вдоль шва наконечником паяльника.
При нанесении припоя непосредственно на детали, их нужно прогреть паяльной лампой до требуемой температуры. После этого на поверхность накладывают припой. Расплавляясь, он соединяет их между собой. Выбор технологии зависит от типа и размера деталей. Если они имеют небольшой размер, подойдет первый способ. В остальных случаях лучше использовать второй метод.
Если припой не приобрел нужную текучесть, значит, прибор или поверхность не достаточно нагрета. Не используйте слишком большое количество припоя. Для качественной пайки достаточно небольшого количества припоя, шов не должен получаться выпуклым. Излишки припоя лучше всего удалить отсосом. О прочности соединения можно судить и по его цвету.
Качественный спай должен иметь металлический блеск, если паяльник был недостаточно нагрет, спай будет иметь зернистую структуру. Пережженный припой не имеет характерного блеска и имеет недостаточную прочность. Используя флюсы на основе кислот, необходимо удалять их остатки после выполнения работ. Для этих целей используются моющие средства или мыло.
Не удаленный вовремя флюс может разрушить соединение.
Лужение металлов припоем может быть подготовительным шагом пайки, или же отдельной операцией. Облуженные перед пайкой детали легко соединяются между собой. Чаще всего выполняют лужение электрических проводов. Делается это при их подсоединении к контактам. Из луженного провода легко сделать петлю, используемую для прикрепления к клеммам.
Лужение больших металлических поверхностей применяется для их защиты от коррозии. Любой металлический лист перед лужением необходимо очистить проволочной щеткой или наждачной бумагой и обезжирить. После этого поверхность покрывают флюсом. С помощью разогретого паяльника наносится припой. Время нагрева подбирается в зависимости от типа металла и его размеров. После лужения поверхность протирают мыльной водой, растворителем или спиртом.
Металлические листы скрепляют между собой внахлест, предварительно залудив их. Обработанные припоем поверхности прикладываются друг к другу и прогреваются с обоих сторон. Если пайка прошла успешно, припой, нагретый до нужной температуры, начнет вытекать из шва.
Источник: http://metallicheckiy-portal.ru/articles/svarka/paika/kak-pravilno-payat-metallicheskie-detali
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Источник: https://svaring.com/soldering/tehnologii/pajka-zheleza-olovom
Для чего нужна канифоль при пайке: получение, свойства и применение
Если выходит из строя электроприбор, любое устройство, необходимое в быту или работе, причиной поломки может стать неработающая микросхема, или полетевший чип на материнской плате, возможно, требуется присоединить диоды к площадке и так далее. Все эти и другие сходные с ними проблемы можно легко устранить в домашних условиях с помощью специальных инструментов и материалов, обладая определёнными умениями и навыками.
Мастеру, разбирающемуся в хитроумном устройстве микросхем, проводов и прочих деталей её составляющих, не составит большого труда быстро устранить поломку. Часто проблемы можно решить при помощи спайки отошедшего элемента. Один из материалов, который потребуется для пайки, это канифоль.
Что такое канифоль
Канифоль (полное название — колофонская смола) — очищенная особым образом смола хвойных деревьев. Канифоль — аморфное хрупкое вещество, состоящее из стекловидных кусков, внешним видом напоминающих знакомый каждому природный янтарь.
Способы получения
В промышленном производстве колофонскую смолу получают несколькими способами.
- Из живицы. В основном для получения канифоли используется метод термической обработки сока хвойных пород древесины — живицы. После того как из неё будут выпарены такие вещества, как вода и скипидар, образуются полупрозрачные твёрдые куски канифоли, которые в дальнейшем будут подвергнуты дальнейшей химической очистке.
- Методом экстракции. При этом методе колофонскую смолу добывают из измельчённой особым образом древесины с помощью растворителей.
- Методом перегонки таллового масла. Такое сырое масло является отходом, получающимся при изготовлении целлюлозно-бумажной продукции.
О том, каким способом и из какого сырья была получена канифоль, можно узнать из её названия: сосновая (гарпиус), таловая, экстракционная и так далее.
Свойства
Кроме того, что колофонская смола является прекрасным природным диэлектриком, известны другие особенности:
- Она хорошо растворяется при помощи таких органических растворителей, как бензин и хлороформ, эфир, спирт и ацетон. Но, канифоль нельзя растворить при помощи обыкновенной воды.
- Температура плавления этого твёрдого вещества напрямую зависит от того, из какого источника и каким именно способом оно было получено. В основном она колеблется в пределах температур от 50 до 70 градусов, в некоторых случаях граница температурного режима может достигать и 130 градусов по Цельсию.
- В составе образующего вещества канифоли содержится огромное количество смоляных кислот (до 90%), основной из которых является абиетиновая кислота.
- Смола легко разрушается при механическом воздействии.
Цвет смолы может варьироваться в вариантах от светло-жёлтого до темно-бурого оттенка. Насыщенный оттенок этого природного вещества указывает на то, что очистка смолы была проведена не совсем правильным образом и в ней содержится большое количество примесей, ухудшающих её качества, влияющих на её свойства. Чем темнее цвет вещества, тем ниже электроизоляционные свойства канифоли. Правильно обработанный материал имеет приятный лимонный оттенок и является прекрасным природным изолятором.
Где ещё может быть применена смола?
Такая смола используется не только в качестве флюса при пайке. Применяют её и для многих других целей:
- при производстве разных лаков и красок;
- как один из материалов, использующийся при изготовлении пластмасс;
- при обработке струн и смычков для музыкальных инструментов;
- для натирания подошв балетной обуви;
- для создания эффекта дымовой завесы и других эффектов в киноиндустрии.
Пайка в домашних условиях
Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Перед тем как приступить к пайке, необходимо зачистить поверхности деталей, которые будут сцепляться между собой, при помощи напильника или наждачной бумаги. Затем их необходимо обезжирить при помощи растворителя или очистить, используя бензин, и смазать флюсом.
Флюс — вещество, с помощью которого с поверхности металла удаляются оксидные плёнки, другие загрязнения и излишний жир. Кроме того, флюс предохраняет металлы от возможного окисления. В качестве такого флюса часто используется особое вещество — канифоль.
В основном флюс из канифоли используется для пайки в домашних условиях. При проведении производственной пайки смола используется в меньших количествах, по сравнению с флюсами из других веществ.
Благодаря свойству канифоли растворять при нагреве оксиды олова, а также меди и свинца, это вещество может быть использовано в электротехнических работах как особый природный флюс — компонент, обладающий противоокислительными свойствами. Благодаря такой характерной особенности, это вещество способно очищать поверхности металла при проведении пайки. С его помощью также улучшается растекание и практически нивелируется поверхностное натяжение вещества, используемого в качестве припоя.
Для того, чтобы была обеспечена высокая технологичность процесса применения флюса при пайке выпускается несколько типов таких компонентов, выполненных на основе колофонской смолы (они могут быть твёрдыми, жидкими и гелеобразными):
- Твёрдый флюс. Такой тип компонента для спайки и лужения деталей используется уже довольно долгое время и является самым популярным. Он имеет как свои очевидные достоинства, так и недостатки. К последним можно отнести то, что используя твёрдый флюс трудно соблюдать точность при нанесении его в труднодоступные места спайки.
- Флюс на основе спиртового раствора. Такой компонент является универсальным. Его можно использовать при спаивании как мелких, так и крупных деталей. Основным преимуществом такого метода является лёгкий способ его нанесения при помощи кисточки.
- Флюс из канифоли на основе геля. Вязкая консистенция геля позволяет быстро наносить вещество на поверхность. С помощью геля легче обрабатывать самые труднодоступные места поверхности деталей, которые будут подвергаться спайке. При этом обеспечивается максимально точное дозирование вещества флюса. Гель не высыхает слишком быстро, по сравнению со спиртовыми флюсами и более податлив, чем твёрдый флюс из канифоли.
Изучив свойства и характеристики колофонской смолы и флюсов, выполняемых на её основе, можно приступить к процессу пайки. Как он происходит?
Процесс пайки с использованием канифоли происходит несколькими способами.
Первый способ.
- Нагревают паяльник до необходимой температуры.
- На жале паяльника размещают немного легкоплавкого вещества, используемого в качестве припоя. Это может быть — олово, свинец, медь, сурьма, висмут, цинк, кадмий.
- Опускают жало паяльника вместе с выбранным припоем в канифоль, чтобы набрать смоляное вещество. При этом нужно учесть что, при полном нагреве паяльника должен появиться лёгкий дымок.
- Как можно быстрее — до испарения смолы — производят спайку необходимых деталей.
Описанный выше способ требует быстроты действий, внимания и высокой точности. Чтобы выполнить его, нужно обладать определёнными умениями и навыками. Поэтому можно произвести спайку с использование канифоли и другим методом.
- Используют самый обыкновенный этиловый спирт в качестве основы для флюса.
- В спиртовой раствор добавляют порошок из канифоли. Взвесь хорошо перемешивают и оставляют до тех пор, пока канифоль полностью раствориться.
- Спиртовой раствор колофонской смолы наносят с помощью кисточки на детали, которые будут соединять с помощью пайки.
- Паяльник опускают в припой и вынимают, только когда жало паяльника будет полностью покрыто блестящей плёнкой.
- Захватывают ещё немного расплавленного припоя и быстро переносят к местам будущей спайки.
- Равномерно распределяют припой по всей поверхности — заслуживают места будущей спайки.
- Таким же способом переносят необходимую массу припоя, требующуюся для прочного сцепления в местах спая.
- После того как места спая остынут, их протирают с помощью влажной мягкой ткани и дают подсохнуть.
- Обрабатывают получившийся спай при помощи напильника. Вместо него можно использовать мелкозернистую наждачную бумагу.
- Протирают поверхность сухой тряпкой.
С помощь указанных методов производится пайка деталей с использование канифоли.
Преимущества использования канифоли
К явным плюсам использования этого вещества при пайке можно отнести следующее.
- Канифоль является диэлектриком и обладает прекрасными изоляционными свойствами.
- Её можно легко приобрести. Канифоль — доступный материал, продающийся в любом магазине, имеющем хозяйственный отдел.
- Бюджетная цена по сравнению с другими материалами, использующимися в качестве флюса при пайке.
- Возможность осуществлять пайку при её помощи даже при низкой температуре воздуха.
- Её можно использовать и при работе в домашней мастерской, и в промышленных масштабах.
- Канифоль не подвергается воздействию влаги, так как она не растворяется в воде.
- Обладает относительно большим сроком хранения.
- Обезжиривает детали и убирает с них оксидные плёнки.
- Канифоль может быть использована без дополнительной защиты.
- Этот материал не токсичен и может быть использован без применения средств дополнительной защиты.
К минусам при использовании канифоли можно отнести:
- Довольно низкую активность вещества. Благодаря этому свойству спайка с её использование может не получиться сразу. Процесс использования канифоли требует определённых навыков и опыта. В дальнейшем обработку деталей с её помощью можно осуществлять намного быстрее.
- Флюс на основе этого вещества способен не выделять пар при спаивании. Такая гигроскопичность может вызвать коррозию обрабатываемого при пайке металла.
- Канифоль используют при обработке небольших деталей из простых металлов. Для обработки крупных частей и нержавейки используются флюсы из других материалов.
- Канифоль — довольно хрупкий, легко крошащийся материал, который может быть разрушен при определённых механических нагрузках. Такое свойство этого вещества нужно обязательно учитывать при осуществлении перевозки. Канифоль нужно особенно тщательно упаковывать при транспортировке.
В качестве заключения, можно отметить, что пайка современных деталей, особенно элементов микросхем, различных чипов, и других компонентов, используемых в радио и электротехнике достаточно непростой процесс, требующих определённых навыков, особенно быстроты реакции, внимательности и точности.
Для проведения паяльных работ используются различные материалы, среди которых, канифоль отличают особые свойства. Благодаря этим качествам при правильном применении это вещество не вступает в реакцию с металлами сцепляемых при пайке элементов и материалами припоя.
Из-за наличия нескольких разновидностей и благодаря удобным формам, в которых она выпускается, канифоль остаётся одним из самых популярных флюсов, используемых при спаивании деталей в электротехнике.
Источник: https://tokar.guru/hochu-vse-znat/chto-takoe-kanifol-i-dlya-chego-ona-nuzhna.html
Пайка латуни в домашних условиях
Латунь – это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток – высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
Просто и эффективно
На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни. Она несколько проще технологически и предъявляет иные требования к квалификации исполнителя.
Возникающие препятствия
Если содержание цинка в сплаве невысоко, то особых проблем не возникает. Справиться с задачей удаётся с помощью обычной канифоли. Но в случае, когда количество цинка превышает 15%, в обязательном порядке требуется использование специальных флюсов. Это связано с тем, что испаряясь при нагреве, цинк и медь образуют на поверхности детали прочную оксидную плёнку, удалить которую очень непросто.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
Источник: https://svarkalegko.com/tehonology/kak-payat-latun-doma.html
Зачем пользоваться канифолью для пайки?
Когда требуется качественная и быстрая пайка, [целесообразно применять канифоль].
Кто любил в детстве паять в домашних условиях или посещал кружки радиолюбителей, обязательно имел в своем арсенале эти янтарные кусочки, но редко когда задумывался, зачем нужна канифоль.
Рассмотрим ее полезные свойства при пайке и чем можно заменить ее.
Технология и терминология
Исходным сырьем для производства канифоли является обыкновенная сосновая смола, в которую кроме канифоли входят летучие соединения скипидара.
Процесс изготовления включает в себя очищение канифоли путем выпаривания этих соединений.
Тем, кто никогда не работал паяльником, но планирует научиться паять, будет полезно узнать некоторые технические термины.
Пайка – это процесс соединения между собой двух радиотехнических деталей через нагрев.
Инструмент для пайки – это паяльник, обычно работающий от сети 220 с номинальной мощностью 40Вт.
Процесс пайки осуществляется жалом паяльника за счет того, что разогретый до высокой температуры припой схватывает две детали между собой, заполняя пространство между ними.
ГОСТ определяет припой, как металл или сплав нескольких металлов. По ГОСТ определено 26 категорий припоя в зависимости от используемого элемента.
Наиболее популярен сплав свинца и олова в различных пропорциях. Немаловажное значение в популярности играет и цена.
Припои всегда имеют более низкую температуру плавления, чем детали, которые нужно соединить.
По ГОСТ припои по температурным свойствам разделяются на мягкие, которые плавятся при температуре до 450 градусов Цельсия (выделяя подкатегории особо легкоплавких – до 145 °С и твердые с температурой плавления от 450 градусов Цельсия и выше (категории среднеплавких – до 1100°С, высокоплавких – от 1100 до 1850ºС и тугоплавких – свыше 1850).
ГОСТ разделяет припои на флюсующие и самофлюсуемые, у них различная температура плавления.
Чаще всего припои выглядят как металлическая трубочка серебристого цвета или как полый цилиндр, наполненный канифолью, которая выполняет функцию флюса.
Флюс — это состав (жидкий или твердый), который способствует лучшему контакту спаиваемых деталей и предотвращению окисления металла на рабочих поверхностях.
Требования к флюсам также определены ГОСТ, на них различная цена.
ВАЖНО ЗНАТЬ: Определение и виды сварки
Для новичка будет более удобен припой с канифолью, в то время как опытные мастера любят паять обыкновенным припоем, выбирая флюс в зависимости от условий пайки и материала деталей.
Если будет производиться простая пайка медных деталей, то можно использовать канифоль, невысокая цена делает ее удобным расходным материалом.
Когда проводится более сложная пайка, то вместо одного универсального, применяется флюс, подходящий ко всем деталям.
Технические требования к использованию канифоли при пайке, ее состав, температура плавки и характеристики определены ГОСТ 19113-84.
Основной материал для канифоли — это сосновая живица — исходное сырье для многих видов промышленности и вспомогательный элемент при пайке.
Она представляет собой состав в виде смеси абиетиновой смоляной кислоты с несколькими другими изомерами смоляных кислот.
Не имея кристаллической структуры, она является аморфным, по внешнему виду похожим на стекло, хрупким веществом с широким диапазоном цветов от бледно-желтого до темно-коричневого.
По составу она представляет собой стекловидную, прозрачную или с включение пузырьков воздуха массу, с незначительными включениями механических примесей, массовой доли воды не более 0,2%.
Она абсолютно не растворима в воде, но легко растворяется под воздействием спирта и ацетона. Размягчение канифоли происходит при температуре не ниже 66-69ºС в зависимости от сорта.
Осваиваем пайку с канифолью
Состав канифоли для улучшения пайки изготовляется и продается как в чистом твердом виде, так и в виде жидких или вязких флюсов, цена его отличается.
Наиболее распространен спиртово-канифольный флюс (марка «СКФ»), который состоит по ГОСТ из 40-процентного канифолевого раствора и чистого этилового спирта.
Именно этот флюс с канифолью является диэлектриком, в отличие от хлоридно-аммониевого флюса. Кроме технических свойств этого флюса, важное значение играет невысокая цена.
Вместо жидкого флюса можно использовать канифоль в твердом виде, она также имеется в продаже в магазинах для радиолюбителей.
Цена одного килограмма твердой канифоли в пределах 400 — 500 рублей. Когда приобретена канифоль, имеется в наличии паяльник и обычный припой (олово), приступаем к работе.
Если вам до этого момента не приходилось паять, то сначала ознакомьтесь с видео инструкцией. Технология пайки с применением канифоли представлена на видео.
ВАЖНО ЗНАТЬ: Техника полуавтоматической сварки в среде углекислого газа
Чтобы крепко и правильно паять, придерживайтесь следующей последовательности.
Подготовка паяльника – лужение. Оно включает в себя зачистку жала паяльника напильников и последующее покрытие тонким слоем припоя.
Разогрейте жало и наберите на него небольшое количество канифоли, затем сразу же соедините с припоем. Как видно на видео, припой не прилипает к жалу, а нам нужно добиться его равномерного покрытия припоем.
Поэтому прикладываем жало к натуральной доске (лучше всего подойдет сосновая, но можно использовать любую) на непродолжительное время. Повторяем последовательность.
После нескольких циклов мы добьемся нужного результата.Подготовка спаиваемых поверхностей.
Залудим провод, для этого очистим его от изоляционного слоя, но ровно настолько, сколько места нам нужно для пайки.
Если оголена бóльшая поверхность провода, чем требуется для пайки, то это, конечно, удобно новичку, именно это – причина, из-за которой происходят замыкания и возгорания схемы.
Обычно чистый медный провод можно залудить после одного цикла «канифоль-припой».
Опустим провод в канифоль, приложим горячее жало к верху оголенной поверхности и поднимем проводок.
Канифолевая масса задымится и обтечет провод, после чего нам остается покрыть место пайки оловом. Для этого набираем горячим жалом олово из припоя и переносим на провод.
Если провод из медно-желтого стал серебристым, то он считается правильно залуженным. Когда нужно соединить пайкой два провода, оба нужно залудить таким же образом.
Рассмотрим, как подготовить для пайки медную деталь, к которой нужно припаять провод. Опускаем разогретое жало в канифоль и сразу же в припой.
Теперь у нас на кончике жала канифолево-оловянная смесь. Ее нужно качественно растереть по поверхности детали в месте пайки.
Лужение произведено правильно, если место, где будет производится пайка, стало серебристым.
Вместо твердой канифоли можно использовать любой флюс.
Для того чтобы правильно спаять залуженные детали, соединим их между собой, разогретым паяльником наберем олово (его можно заменить на любой другой чистый припой), покроем стык деталей горячим составом.
Если не удалось обогатить место соединения деталей сразу, то можно еще раз прикоснуться паяльником с оловом.
Теперь избегайте шевеления деталей под горячим припоем и дайте пайке полностью остынуть. Детали обволакиваются оловом при помощи канифоли.
ВАЖНО ЗНАТЬ: Особенности сварки меди аргоном
Если замечаете, что обволакивание происходит плохо, то добавляйте канифоли столько, сколько будет требоваться, но небольшими порциями.
Рассмотрим, как правильно отпаять детали. Разогреваем жало и прикладываем его к месту пайки. Это расплавит припой и детали легко отделятся друг от друга.
Теперь окуните кисточку в растворитель и уберите оставшийся флюс с канифолью с поверхности деталей.
Секреты пайки с канифолью
Никакой сложности в паяльных работах нет, но, как и в любом виде работ необходимо освоить азы и провести ряд тренировочных паек.
Если вам не доводилось раньше работать паяльником, то попробуйте спайку медных проволок с применением обыкновенного припоя и использованием канифоли.
Свободный доступ к деталям со всех сторон, возможность достаточно плотно совместить их – хорошие условия для выработки навыков пайки, а использование канифоли отдельно обучит дозировать требуемое ее количество.
Обратите внимание на следующие моменты:
- Чистота контактов для лужения перед пайкой должна быть обеспечена должным образом, это цена крепкой пайки. После чистки соединяемых поверхностей с помощью ножа, пройдитесь по ним наждачной бумагой. Цель – сделать металлические поверхности деталей более яркими, а, значит, очищенными от окислителей меди;
- Готовьте столько поверхности, сколько вам потребуется для пайки с канифолью. Если первый раз получилось залудить большую поверхность, чем требуется, переделайте, взяв новые проводки;
- Если не хватило припоя или флюса, оставьте пайку застывать. Когда вы пытаетесь растереть горячий состав по поверхности, вы нарушаете пайку, из-за чего возникнут трещины. Лучше дождаться полного остывания и паять оставшиеся поверхности, используя новый состав.
Мы рассмотрели, как правильно нужно работать паяльником, для чего можно и нужно использовать флюсы и канифоль, выделили несколько моментов, помогающих научится лучше паять и показали видео инструкцию по работе с паяльником.
Теперь вы легко можете освоить пайку с канифолью в домашних условиях.
Источник: https://rezhemmetall.ru/kanifol-dlya-pajki.html
Чем можно паять кроме олова
Иногда возникает вопрос, как припаять без паяльника, ведь пайка — самый распространенный способ соединения небольших деталей в домашних условиях. Но что делать, когда надо срочно соединить провода, а паяльник сломался.
Паяльник — это удобный и простой инструмент. С ним можно соединять небольшие изделия в домашних условиях.
Паяльник — это простой и удобный инструмент. Как с его помощью соединять металлы, знает, наверное, каждый. А вот как припаять без паяльника, когда нет электричества — это вопрос, который следует рассмотреть подробнее.
Лужение без паяльника
Лужение — это предварительное нанесение тонкого слоя припоя на поверхность соединяемых участков деталей. Оно производится для улучшения электрического контакта и повышения качества пайки.
Лужение можно выполнить без паяльника. Для этого надо подготовить небольшое металлическое корытце. По размерам лучше всего подойдет металлическая крышка банки, например, из-под растворимого кофе. В крышку помещаются небольшие кусочки оловянно-свинцового припоя ПОС60 (еще лучше — чистое олово) и канифоли.
Пайка с помощью фольги.
Если нужно спаять провода, то с их концов вначале снимается изоляция на расстоянии примерно 20-30 мм. Емкость с припоем и канифолью разогревается до расплавления припоя. В качестве нагревателя можно использовать электрическую плитку, свечу, костер или любой источник открытого пламени.
Оголенный конец провода погружается в расплавленную канифоль так, чтобы флюс покрыл всю поверхность. Затем обработанный участок провода помещается в расплав припоя на 2-3 с. После извлечения провода из расплава быстрым движением руки, с помощью тряпки, удаляется лишний припой.
На поверхности провода должен остаться тонкий равномерный слой олова.
Если надо залудить участок плоской детали, то на ее поверхность насыпается мелко наструганный припой и небольшой кусочек канифоли. Пламя для разогрева подносится снизу детали, под участком пайки. После расплавления припой растирается по поверхности стальным стержнем. Лишняя масса удаляется тряпкой. При лужении стальной детали канифоль не используется. Участок пайки тщательно обрабатывается паяльной кислотой. Сам процесс лужения аналогичен.
Пайка проводов без использования паяльника
Вопрос, как припаять без паяльника для медных проводов сечением до 0,75 мм², решается просто. Залуженные концы проводов скручиваются между собой. Участок пайки разогревается до подплавления слоя припоя. В качестве нагревателя надо использовать источник узконаправленного пламени: свеча, зажигалка, спички. Припоя, нанесенного на поверхность в процессе лужения, должно хватить для пайки проводов.
Если надо припаять провод к средине другого провода, то его конец следует обмотать вокруг места соединения (2-3 витка) или обхватить этот участок, согнув провод на 180º. Сама пайка производится аналогично соединению концов проводов.
Алюминевую посуду рекомендуется паять специальным припоем из олова и свинца.
При пайке более крупных проводов массы олова в залуженном слое может не хватить для надежного соединения. В этом случае следует сверху скрученного участка насыпать мелко натертый припой и нагревать до тех пор, пока он не расплавится и не заполнит зазоры в скрутке. Так можно припаять без паяльника медные провода диаметром до 2 мм.
Иногда необходимо припаять провод к плоской поверхности. Для этого конец провода и участок поверхности детали (корпуса) предварительно лудятся. Провод прижимается к плоскости детали, а сверху на участок пайки насыпается мелко напиленный припой. Нагревая снизу детали, обеспечивают расплавление олова.
Особенности пайки в желобе
Пайку проводов с диаметром до 3 мм можно произвести без паяльника с использованием желобка. Такой желобок делается из алюминиевой фольги толщиной порядка 0,8 мм. Пайка производится в следующем порядке. На концах соединяемых проводов снимается изоляция на длине порядка 30 мм. Оголенные концы скручиваются между собой или укладываются параллельно.
Фольга отрезается в виде короткой полоски шириной, равной ширине участка соединения, и изгибается в виде желобка, охватывая состыкованные провода. В желобок равномерно насыпаются измельченный припой и канифоль.
Одним из концов фольга плотно оборачивается вокруг соединяемого участка так, чтобы припой не высыпался наружу. При работе используются пассатижи с тонкими носиками. Участок, покрытый фольгой, нагревается свечой, зажигалкой и т.п. до расплавления припоя.
После затвердения массы фольга снимается.
Если необходимо, то лишний припой удаляется наждачной шкуркой или надфилем.
Пайка посуды или емкостей
Устройство самодельного паяльника.
Очень часто возникает необходимость запаять небольшое отверстие в кастрюле или ведре. В случае если отверстие составляет не более 6-7 мм, пайку можно произвести без паяльника. Для этого достаточно использовать припой ПОС60.
Участок вокруг отверстия необходимо тщательно обработать наждачной шкуркой внутри емкости так, чтобы отверстию придать конусную форму (с расширением внутрь емкости). Затем этот участок обрабатывается соляной или паяльной кислотой. Снизу отверстия помещается небольшая тонкая пластина для предотвращения утечки припоя.
Изнутри емкости в отверстие насыпаются измельченный припой и канифоль. Емкость ставится на источник направленного огня. Расплавленный припой запаивает отверстие.
Если надо запаять алюминиевую посуду, то следует заранее подготовить специальный припой. Можно использовать одну из рецептур: олово и цинк в соотношении 4:1; олово и висмут в соотношении 30:1 или олово и алюминий в соотношении 99:1. Такие сплавы можно приготовить только при высокой температуре путем перемешивания расплава.
Источник: https://crast.ru/instrumenty/chem-mozhno-pajat-krome-olova
Как правильно паять паяльником с канифолью. Как паять паяльником с канифолью своими руками. Инструкция по пайке паяльником с канифолью своими руками
Как паять алюминий паяльником – подбираем припой, флюс, канифоль, паяльник или горелку
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
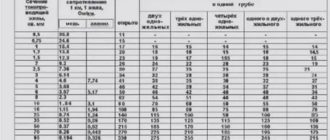
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.
Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паяльник нужен по возможности мощный.
Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
Источник: https://ice-people.ru/payal-2/kak-payat-alyuminij-payalnikom-podbiraem-pripoj-flyus-kanifol-payalnik-ili-gorelku.html
Свойства и характеристики канифоли, описание технологии пайки, жидкий флюс и заменители
В процессе пайки на поверхности припоя и деталях образуется окисляющая пленка, негативно влияющая на процесс соединения. Для ее разрушения применяется канифоль или аналогичный ей тип флюса. Технология пайки зависит от правильности подготовки деталей, расходного материала и анализа их свойств.
Что такое канифоль: преимущества и недостатки
Это самый распространенный вид флюса. Основной материал изготовления – смола хвойных деревьев с незначительным добавлением других веществ. Канифоль может быть в твердом виде, жидком или гелеобразном. Традиционно применяется материал в первом состоянии.
Основные требования к составу и свойствам изложены в ГОСТ 19113-84. Преимущество – устранение оксидного налета при незначительных температурах от 150°С. Материал обладает диэлектрическими качествами, которые не сказываются на проводимости тока соединения.
Преимущества флюса:
- низкая стоимость и доступность;
- оптимальная температура плавления — 150°С;
- применяется для всех видов пайки;
- не изменяет своих свойств под воздействием влаги, не растворяется в воде, спирте, ацетоне;
- не оказывает негативного влияния на здоровье, использовать защитные средства не обязательно.
Как сделать жидкую канифоль
Одним из недостатков флюса в твердом состоянии является проблема дозированного применения. Это актуально для небольших по размерам мест пайки. Решение – изготовление жидкой канифоли.
Для производства потребуется спирт, желательно с содержанием салициловой кислоты. Также нужна ступка, пестик или аналогичные им приспособления. С их помощью канифоль растирается до порошкообразного состояния.
Порядок действий:
- Заполнить твердым флюсом открытую емкость.
- Измельчить его до состояния порошка.
- Полученную смесь залить спиртом в отношении 1:1,15 (порошок канифоли/спирт).
- Емкость закрывается и ставится в горячую воду. Температура – до +80°С.
- В процессе разогрева раствор необходимо взбалтывать для однородности массы.
Полученную жидкость рекомендуется разлить в шприцы. Это облегчит процесс дозированного поступления канифоли в место пайки. Альтернатива – применение обычной кисточки для обработки.
Чем можно заменить
Вероятность отсутствия канифоли в близлежащем магазине или на радиорынке мала. Но иногда, во время большого объема работы дома, флюс может закончиться. Чтобы избежать длительных поездок, можно рассмотреть альтернативные варианты замены.
Флюсы из подручных средств:
- Таблетка аспирина. Это не агрессивная ацетилсалициловая кислота. Для приготовления раствора нужно растолочь таблетку и разбавить ее с водой. Недостаток – во время работы возникает неприятный запах.
- Природный жир. Так же является растворителем оксидной пленки. Неудобен в работе из-за своей консистенции.
- Древесная смола. По свойствам максимально приближена к канифоли. Для повышения эксплуатационных качеств рекомендуется добавить растолченную таблетку аспирина.
- Янтарь. Применять нецелесообразно, так как его стоимость значительно выше традиционных флюсов.
Кроме жира, все остальные вещества перед применением подготавливаются – очищаются от грязи и пыли, обработаются водой.
Технология пайки с канифолью
Для создания оптимального по качествам контакта выполняется ряд правил. Рабочий стол должен иметь хорошую освещенность, отсутствуют предметы, препятствующие работе. Помещение проветривается, температура комнатная.
Правила пайки помощью канифоли:
- Чистота контактов. Их поверхность обрабатывается ножом, наждачной бумагой. Это необходимо для устранения окисления.
- Лужение паяльника – его жало покрывается слоем расплавленного флюса.
- Соединение с припоем осуществляется сразу после лужения.
В видеоматериале подробно рассказывается об «азах» пайки с помощью канифоли:
Источник: https://ismith.ru/material/kanifol-dlya-pajki/
Как паять: процедура паяния, выбор паяльного устройства и выбор припоя для пайки
Любой человек, который хоть когда-то занимался ремонтом, хоть раз использовал паяльник или применял процедуру паяния. Более-менее опытный пользователь может похвастать тем, что может без труда припаять какие-либо детали. Эта же статья будет посвящена паянию и может послужить полезным материалом для неопытных пользователей, которые ранее с этой процедурой не сталкивались или просто никогда этого не пробовали.
Нельзя утверждать, что паять легко или, наоборот, очень сложно. В принципе, если справиться хотя бы пару раз, учитывая все необходимые действия, которые применяются для процесса паяния, то уже можно будет делать это всё чуть ли не на автомате.
Ниже будут представлены виды паяльных устройств, описание процедуры паяния, а также несколько советов для начинающих пользователей.
Паяльники
Перед тем как ознакомиться непосредственно с паянием, следует для начала подробно пробежаться глазами по представленной информации, касающейся видов паяльников. Это поможет начинающему пользователю, который ещё не разбирается в во всём разнообразии существующих на рынке приборов.
Паяльники бывают разные. Различаются они по размерам и по мощности. Разные паяльные устройства применяются для разных паяльных работ. Например, более слабые по мощности паяльники подойдут для спаивания более мелких деталей, в том время как мощные приборы могут быть использованы для паяния крупных деталей.
Типы паяльников по способу нагрева
Можно произвести классификацию паяльников по способу нагрева. Если использовать такой принцип для различия устройств, то можно определить несколько типов паяльников:
- электрические паяльники, также называемые «обычными». В принципе такие паяльники чаще всего встречаются у пользователей. Эти приборы оснащены спиральным или керамическим нагревателем
- встречаются также паяльники газовые. Устройство таких приборов можно вывести уже из самого названия. Они оснащены газовой горелкой
- термовоздушные паяльники. Принцип работы таких паяльников заключается в том, что тепло передаётся направленным воздушным потоком
- индукционные.
Паяльники с различной мощностью
Основным параметром, по которому выбирают паяльники, является их мощность. Мощность является тем параметром, который определяет величину теплового потока, который впоследствии будет передан паяемым деталям. От мощности паяльника зависит его применение.
Для того чтобы спаять электронные компоненты и детали следует использовать паяльники, мощность которых не превышает 40 Вт. Детали, стенки которых не толще одного миллиметра, требуют применения мощности в диапазоне от 80 до 100 Вт.
Для деталей со стенками толще 2 мм следует использовать паяльники, чья мощность выше 100 Вт.
В случаях с толстостенными деталями частенько используются молотковые электрические паяльники, которые обладают мощностью до 250 Вт и выше. К самым энергоёмким паяльникам такого типа можно отнести модель Ersa Hammer 550, чья мощность составляет 550 Вт. Этот агрегат способен достигать температуры до 600 градусов по Цельсию и предназначен для таких сложных паяльных работ, в которых используются особо массивные и крупные детали, таких как радиаторы и детали автомобилей.
Но при всех её качествах, существует также и существенный недостаток, который заключается в его стоимости. Такую цену за электрический молотковый паяльник многие посчитают даже неадекватной, что, несомненно, является существенным минусом этой модели. Так что лучше поискать на рынке экземпляры с более рациональной стоимостью.
На необходимую мощность паяльника влияет не только массивность деталей. Толстые стенки паяемых элементов это не единственный и не основной фактор, влияющий на выбор паяльника по принципу мощности. Следует учитывать и теплопроводность металла, участвующего в пайке.
С увеличением этого значения необходимо увеличивать мощность паяльника и температуру его нагрева. Следует знать, что в случае пайки медных деталей паяльник должен быть нагрет сильнее, чем при пайке детали, аналогичной по размеру, но изготовленной из стали.
Кстати, из-за высокой теплопроводности меди нередки случаи, когда в процессе пайки расходятся места, которые были запаяны ранее.
Ещё есть большие промышленные паяльники с очень высокой мощность, но они уж точно рядовому пользователю никак не понадобятся, так как используются для присоединения калибровочных кабелей или шасси.
Припой
Теперь следует перейти к следующему вопросу, который касается паяния. Этим вопросом является выбор припоя.
Для того чтобы процесс паяния прошёл успешно, следует выбрать припой, который будет использоваться для спаивания деталей. Для различных деталей следует выбрать определённый вид припоя. Например, в случае пайки электрических приборов можно выбрать только определённые виды припоя, которые подойдут именно для деталей такого типа.
Для того чтобы запаять контакты колонок или же материнской платы следует прибегнуть к использованию канифоли. Для медных проводов, маленьких контактов и тонких соединений идеальным вариантом будет кислота. Если использовать канифоль при пайке электронных деталей, то кислота просто уничтожит контакты, что вызовет серьёзные повреждения у схемы.
В некоторых случаях используются свинец или олово. Чистое олово подходит для паяния пищевой посуды. Многие пользователи избегают использование свинца из-за его токсических свойств, которые могут повлиять на здоровье. Но в пользу этого припоя можно привести тот факт, что качество пайки при использовании свинца в качестве припоя куда лучше, чем в тех случаях, когда для пайки используют бессвинцовые припои.
Следует помнить, что любые припои в процессе пайки испытывают на себе температурное воздействие, вследствие чего в воздух выделяются различные соединения. Поэтому крайне рекомендуется работать в помещениях с хорошей циркуляцией воздуха. К тому же следует использовать перчатки, для того чтобы избежать попадания раскалённого токсичного припоя на кожу рук.
Флюсы
Мстера делят практически все металлы на те, которые хорошо паяются и на те, которые паяются плохо. Можно даже составить список, разделив некоторые металлы на три группы по степени их паяемости:
- Хорошо паяются: свинец, олово, бронза, латунь, нейзильбер, серебро, золото, медь;
- Удовлетворительно: никель, цинк, низколегированные и углеродистые стали;
- Плохо: высоколегированные стали, нержавеющие стали, алюминий и алюминиевая бронза, титан, магний, чугун и хром.
Бесспорно, они правы, учитывая тот факт, что действительно каждый металл паяется по-своему, так как у каждого из них разные свойства и структура. Но многие высмеиваются эти заявления, утверждая, что не существует труднопаяемых металлов, так как есть такие факторы, как: правильный температурный режим, правильно подобранный флюс и хорошая подготовка детали.
Перед процессом пайки непременно следует подобрать правильный флюс. Это может решить все проблемы, с которыми чаще всего сталкиваются неопытные пользователи при пайке. Качество флюса определяет паяемость металла, трудность или лёгкость самого процесса и прочность соединения.
Эффективными флюсами при пайке стали могут называться: водный раствор хлористого цинка, а также паяльные кислоты, основой которых является этот раствор.
Следует помнить, что при пайке нержавеющих сталей, необходимо использовать более активные флюс, чем в случае пайки низколегированных или углеродистых сталей. Дело в том, что нержавеющие стали покрыты более сильными и стойкими окислами, что делает невозможным применение слабых флюсов в процессе пайки этих сталей. Для нержавеющей стали используют ортофосфорную кислоту, которая сможет справиться с химически стойкой окисной плёнкой.
Также следует знать, что в случае пайки чугуна, требуется использовать весьма высокие температуры нагрева, из чего следует, что использование электрического паяльника для такой процедуры является нецелесообразным.
Для оцинкованного железа мастера иногда применяют раствор, состав которого является следующим: этиловый спирт, канифоль, хлористый цинк и хлористый аммоний. Этот флюс носит название ЛК-2. Его нетрудно найти на рынке или в магазинах, предоставляющих товары для ремонта.
Подготовка паяльника к работе
Перед тем как приступить к процедуре пайки, следует помнить, что нужно подготовить прибор к работе.
При первом включении паяльного устройства в сеть, возможно он начнёт дымить. Этого пугаться не стоит, так как это довольно частое явление, случающееся от того, что происходит выгорание масел, которые были использованы для консервации паяльника. Если это произошло, следует просто проветрить помещение.
Перед тем как использовать паяльник в работе, нужно обязательно подготовить его наконечник. Этот процесс зависит от исходного вида наконечника паяльника. Дело в том, что если он выполнен из непокрытой меди, то в этом случае используется отвёртка чтобы отковать его кончик. Это придаст меди повышенную износоустойчивость, да и к тому же уплотнит её.
Также можно просто заточить наконечник, используя такие всем известные инструменты, как наждак или напильник. В некоторых случаях наконечник паяльника может быть покрыт никелем для предотвращения окисления меди. В таком случае настоятельно не рекомендуется затачивать или ковать наконечник, так как это может отрицательно повлиять на его покрытие.
Процедура паяния
После того как инструмент готов к работе, следует приступить уже к самому процессу пайки. Далее будет описана пошаговая инструкция, которая поможет начинающим пользователям ознакомиться с действиями во время паяния.
- Лужение жала. Лужением называют процесс покрытия жала паяльника тонким слоем припоя. Эта процедура помогает очистить рабочее жало паяльника, к тому же лужение способствует теплообмену между припоем и материалом обработки.
- Разогрев. На данном этапе следует хорошенько разогреть паяльник. Требуется контролировать нагрев рабочего припоя, его качество и температуру. При игнорировании этого правила паяльник имеет риск покрыться коррозией.
- Подготовка рабочего места. Перед тем как приступить к пайке, требуется подготовить рабочее место. Рядом с собой следует иметь губку, смоченную в воде, кусок картона или плотной бумаги. Это поможет в том случае, если в процессе пайки капнет припой.
- Смазка. Перед работой следует тщательно смазать жало паяльника припоем. Нужно проверить покрытие, так смазкой должна быть покрыта вся поверхность. Если смазки слишком много, то пользователь может с лёгкость устранить этот недочёт, используя картон для снятия лишнего припоя.
- Чистка насадки. Верхушку следует покрыть припоем, затем нужно протереть наконечник паяльника тряпочкой для того, чтобы удалить остатки флюса. Работа должна проходить быстро во избежания застывания припоя.
- Пайка. Мы подошли к описанию непосредственно процесса пайки. Паять следует, предварительно нанеся на жало паяльника и на место пайки небольшое количество припоя. Это улучшает проводимость металла. Деталь, которую нужно припаять, следует удерживать несколько секунд при процессе термовоздействия паяльным устройством для того, чтобы паяемые элементы достаточно нагрелись и соединились. Нужно обязательно следить за процессом пайки, так как если слишком долго удерживать паяльник на детали, то она просто расплавится.
Несколько советов
- Наконечник паяльника обязательно надо держать в чистоте. Чистота жала обеспечивает более прочное соединение.
- Рекомендуется начинать пайку с самых маленьких деталей (тонкие соединения, провода). Дело в том, что именно в начале пайки жало наиболее тонкое и точное.
- Чувствительные детали следует устанавливать последними.
Источник: https://stanok.guru/metalloobrabotka/payka/kak-payayut-payalnym-ustroystvom-vybor-pripoya.html
Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово).
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие — температура плавления до 300°C и твёрдые — выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль.
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Она помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Флюс.
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными).
Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов.
Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка.
Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая.
Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльный жир и паяльная кислота.
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т. к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Лак цапон
Лак цапон применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Лак цапон, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Лак цапон бывает разных цветов: зеленого, красного, синего Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать лаком цапон (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Лак цапон удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Источник: https://radiomir96.ru/stati/himiya_dlya_payki