Как соединить сварочные кабеля между собой – 3 простых способа
14.01.2019 2562
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения
Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
Самым простым и эффективным методом соединения сварочных проводников признан способ с использованием разъемов. Чтобы выполнить его правильно, нужно грамотно подойти к выбору:
- марки сварочного кабеля,
- разъемов,
- наконечников,
- вилок и клемм.
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»).
Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.
При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса
Так как правильно соединить сварочный кабель при помощи наконечников, эта процедура чаще всего выполняется для удлинения и создания удобной формы конца токопроводящей жилы, необходимой для присоединения к зажиму аппарата. Для ее осуществления нужно зачистить и обработать провод пастой, поместить наконечник на конец кабеля и прижать его до упора. После этого следует опрессовать изделие клещами или матричным прессом.
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог.
При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Источник: https://cabsystems.ru/news/kak_soedinit_svarochnye_kabeli_mezhdu_soboy_3_prostykh_sposoba/
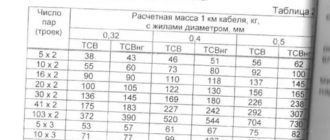
Сечение сварочных кабелей для инверторов и аппаратов
Сварочные кабели применяются для соединения оборудования с электрической сетью, а также с электрододержателем и клеммами массы. Поскольку провода выполняют такую важную функцию, как передача значительных величин тока, то к ним предъявляются строгие требования и высокие нормы безопасности.
- Требования к кабелям
- Виды и маркировка
- Сечение
Требования к кабелям
Главные требования и нормы, предъявляемые к проводникам:
- эксплуатация проводов осуществляется в различных условиях, поэтому они должны обладать устойчивостью к ударам, разрывам и агрессивным химическим средам;
- хранение шнуров осуществляется в смотанном виде, поэтому провод должен выдерживать многократные сматывания и разматывания;
- сечение кабеля для сварочного аппарата должно выдерживать токовую нагрузку оборудования. Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.
Виды и маркировка
Российские и зарубежные производители предлагают достаточно широкий выбор кабелей, отличающихся между собой техническими характеристиками. К основным типам проводников относят следующие:
- одножильные провода применяются для оснащения переносных агрегатов, жила выполнена из меди или ее сплавов; самая популярная марка, сечение которой варьируется в значительных величинах – КГ, часто используется исполнителями КОГ;
- провода с двумя жилами и более имеют более широкое применение, они используются не только для различных видов сварки: дуговая, импульсная, автоматическая, но и для резки; более подробная информация представлена здесь.
Маркировка проводов для сварки осуществляется посредством сочетания буквенных и числовых обозначений: КС – кабель сварочный, цифры обозначают количество жил.
Кроме этого, производители выпускают проводники для применения в особых климатических условиях: кабели с обозначением Т – тропический, устойчивы к температурам до +50°С; КХ – подразумевает стойкость к холоду, к температурам до -60°С. Проводники без подобных обозначений предназначены для умеренных температур окружающей среды.
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Важно! К неисправности оснащения может привести проводник со слишком маленьким сечением. Если сечение будет меньше необходимой величины, то ток по жилам не пойдет и агрегат отключится или перегорит.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками.
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
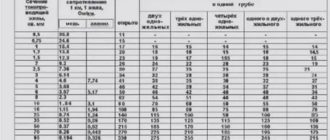
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй – до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А. Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику – длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Источник: https://weldelec.com/svarka/post/osnastka/kabel/sechenie/
Сварочные провода. Как правильно выбрать сечение | Электросварка
Сварочные провода, которыми комплектуются сварочные аппараты, иногда бывают недостаточно длинны. Поэтому, довольно часто пользователи бытовых сварочных аппаратов бывают не довольны длиной штатных сварочных проводов, идущих в комплекте с аппаратом. В этой ситуации логично ожидать, что многие захотят удлинить сварочные провода. И тут возникает проблема: нужно правильно подобрать сечение проводов, т.к. токи и мощности по ним идут большие.
Итак, как же правильно подобрать сечение сварочных проводов при необходимости их удлинения?
Рассчёт площади сечения сварочных проводов
На самом деле, тут всё достаточно просто — достаточно вспомнить физику из школьной программы. Там была такая формула:
R=?*L/S,
где:
- R — полное сопротивление проводника,
- ? — удельное объёмное сопротивление проводника,
- L — длина проводника,
- S — сечение проводника.
Теперь просто размышляем. Поскольку производитель выпустил данную модель сварочного аппарата с этими проводами, то нам нужно сохранить их сопротивление точно таким же. Таким образом, переменную R мы должны сохранить без изменения.
Удельное объёмное сопротивление проводника ? мы изменить попросту не можем, т.к. оно постоянно для каждого материала. Для меди оно равно примерно 0,017, но нам это не важно — сейчас сами поймёте, почему.
И вот мы подошли к L — той самой величине, которую мы хотим увеличить. Поскольку R и ? мы изменить не можем, то единственное, что мы можем изменить — это S, т.е., сечение провода. А теперь самое приятное
Простой способ удлинить сварочные провода
Вспоминаем математику: если мы умножаем числитель, то, чтобы сохранить значение R, во столько же раз мы должны умножить и знаменатель. Т.е., нам не нужно ничего считать, не нужно задумываться о единицах измерения и т.д. — просто во сколько раз мы увеличиваем длину сварочных проводов, ровно во столько же раз нам нужно увеличить их сечение.
Например, у нас провода были длиной 2 метра, а мы хотим сделать 4 метра. 4 больше 2-х ровно в 2 раза, значит сечение тоже надо увеличить в 2 раза. Всё!
Единственный момент, на который следует ещё обратить внимание — это соединение новых сварочных проводов с клеммами и наконечниками. Ведь если провода стали толще, то, возможно, они не подойдут к прежним клеммам и наконечникам. Поэтому, имеет смысл обратить внимание на этот вопрос заранее.
Ещё по теме:
Что скрывают производители сварочных инверторов
Каким должен быть сварочный ток на самом деле
курсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Источник: https://www.elektrosvarka-blog.ru/svarochnye-provoda-sechenie/
Провод для сварочного аппарата сечение
Фейерверк разлетающихся слепящих искр с эпицентром, который похож на ярчайшую сверхновую звезду – многие из нас с интересом наблюдали за работой сварщика, зная, что на самом деле это очень опасно для зрения. Сварка – это не только красивый, но и технологически сложный процесс, требующий первоклассного оснащения и отличных профессиональных навыков.
К счастью, мы не будем рассматривать все 150 способов и разновидностей сварочных процессов, которые существуют сегодня, а остановимся на важной проблеме рационального выбора силового кабеля для сварочного аппарата. Речь пойдет об основных типах проводов для сварки, их конструктивных особенностях, популярных марках и критериях определения оптимального сечения.
Назначение и конструкция сварочных кабелей
Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму («массе») для создания замкнутого контура.
Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в «горячих» местах близкого контакта со свариваемыми поверхностями.
Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата.
Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ – постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность – проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочногокабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
Сварочный кабель состоит из:
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов – маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Классификация медных кабелей для сварочного аппарата
Провода для сварки можно купить у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабелядля сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
По функциональному назначению различают:
- силовой провод – его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки – используют для передачи рабочего напряжения,
- провод для держателя – подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
Марки сварочного кабеля
Сварка – достаточно динамичный технологический процесс, который обычно подразумевает необходимость постоянного перемещения специалиста или смены позиции рабочего инструмента. Поэтому профессиональные сварщики используют только гибкие разновидности проводников, например, КГ, КГН или КОГ1.
Наиболее популярной маркой сварочных кабелей считается КГ. Отличаясь приемлемой ценой и оптимальными техническими характеристиками, КГ хорошо зарекомендовал себя как надежный «передатчик» электротока на держатель или силовой провод, питающий аппарат для сварки от сети.
Марка КГН создавалась для потребностей судостроения, поэтому отлично приспособлена для функционирования в агрессивной среде, помещениях с высокой влажностью воздуха, длительным конденсированием влаги, а также зонах повышенной пожарной опасности.
Гибкий проводник КГН отличается от сварочного кабеля КГ наличием маслостойкой оболочки из резины РШН-1, которая выполнена на базе полихлоропрена и не поддерживает горение.
Марка КГН часто используется в качестве обратного сварочного провода, который обычно располагается на поверхности пола производственного помещения или на земле.
Если для равномерного прогрева свариваемых поверхностей требуется обеспечить максимальную мобильность специалиста, то в качестве сварочного кабеля может применяться сверхгибкая марка КОГ1.
Эта особенность проводника достигается благодаря облегченной конструкции. Он состоит из 1 мультипроволочной жилы, которая заключена в шланг-изолятор из РТИШМ-резины.
Сварочный провод работает с переменным напряжением 200 В (50 Гц), постоянным – 700 В и присоединяется к оборудованию через пайку, сварку или опрессовку.
Источник: https://crast.ru/instrumenty/provod-dlja-svarochnogo-apparata-sechenie
Проводка для сварочного инвертора
Говорим о кабеле для сварочных аппаратов. Его строение и, главное выбор конкретного вида для конкретных работ по сварке металлов намного важнее, чем это может показаться на первый взгляд. Начнем с его функционального назначения. и единственная функция – эффективная подача электрического тока к электроду.
Вы знаете, что мы всегда ставим во главу угла эффективность сварочных работ, которая обусловлена многими параметрами. Один из важнейших параметров такого рода относится к характеристикам специального провода – это площадь его поперечного сечения.
Этот показатель нужно держать в голове при выборе подходящего варианта в обязательном порядке, равно как и несколько других параметров: общую длину, характеристики местной сети с точки зрения возможного падения напряжения и многое другое, о чем мы сейчас поговорим.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Виды сварочных кабелей КГ.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток. Но основа в любом случае медная, это важное условие.
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Такие работы относятся к высшей степени ответственным с обязательными требованиями формирования идеальных сварочных швов.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.
Маркировка сварочного кабеля.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью.В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках.
- Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ.Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Требования по безопасности
Как и любые другие приспособления, предназначенные для работы с электричеством, провода для сварки подпадают под строгие требования и обязательные высокие нормы безопасности.
Основные требования по безопасности можно разделить следующим образом:
- Сечение жилы должно быть в состоянии выдерживать необходимую электрическую нагрузку, то есть площадь сечения должна быть адекватной.
- Тело провода должно выдерживать механические воздействия, равно как и влияние агрессивной химической среды. Эти условия выполняются с помощью правильной оплетки из полимерных материалов.
- Обычно провода многократно скручиваются. Этот факт не должен сказаться на целостности оплетки – она должна быть эластичной и упругой.
Выбор сечения у сварочного кабеля
Площадь сечения провода для сварки – один из важнейших параметров для эффективной работы всего устройства: именно от площади сечения будут зависеть такие ключевые показатели как предельно максимальная сила тока и проводимость.
От этих ключевых показателей зависит качество общих работ по сварке – прочность и эстетика сформированного шва и скорость проведения операционных работ.
Марка провода и допустимая нагрузка.
Площадь сечений, которые относятся к малым калибрам, насчитывают примерно 7 мм². Эти изделия предназначены для инверторных аппаратов компактных габаритов, с которыми работают при подключении к бытовым электрическим сетям с уровнем напряжения 220В.
Если же вы имеете дело с промышленным оборудованием для сварки автоматического типа, вам придется разбираться с токопроводящими кабелями с большими площадями сечения – около 47 – 49 мм².
Линейка такого рода изделий с самыми разными вариантами сечений и оплеток представлена в много численных каталогах и таблицах, которые помогут вам выбрать самый подходящий кабель по сечению с точностью до миллиметра.
В таких каталогах указаны дополнительно и маркировки, и предельные сила тока с вольтажом, длиной шнура и расчетной массой аппаратуры.
Что случится, если площадь сечения вашего провода меньше необходимого размера и никак не подходит по запрограммированной мощности к инвентарному аппарату: электрический ток будет вырабатываться в избытке, в результате он начнет концентрироваться на предохранителе устройства.
Вы не сможете работать в таких условиях, потому что при малейшем зажигании электрической дуги аппарат будет мгновенно отключаться, чтобы сбросить напряжение.
Правила подключения и использования
При подключении кабелей к инверторным аппаратам существует ряд правил, которые необходимо знать и выполнять в обязательном порядке:
- Для подключения устройства на его конце имеются сварочные разъемы и специальные наконечники, прикрепленные спаиванием – вилки для сварочного кабеля. Подключать изделие следует только через них.
- Провода можно соединять друг с другом. Делать это следует только с помощью специальной опрессовки. Главным правилом здесь является обязательная изоляция соединения между собой.
- Кабель подключается к разъемам силового типа и электродам через их держатели. В данном случае необходимо помнить о полярности, которую менять нельзя, за исключением тех случаев, когда меняются все параметры тока.
- Сварочный кабель для инвертора нельзя использовать для каких-либо других целей – подтягивать с его помощью, к примеру, аппарат к себе.
- Обязательное требование – полное техническое соответствие кабеля и соответствующего оборудования по номинальной мощности и всем остальным параметрам.
Удлинение кабеля: да или нет
Данный вопрос самым удивительным образом продолжает волновать умы профессионалов и является горячей темой обсуждения в течение долгого времени.
Одни считают, что удлинение производить ни в коем случае нельзя, потому что слишком длинные провода с разъемами для сварочного кабеля приведут к снижению эффективности и качества работ.
С другой стороны, из-за слишком большой длины провода могут произойти потери напряжения. В этом случае дуга станет короче, контролировать ее будет намного сложнее, общее качество сварки снизится в значительной степени.
Критерии выбора кабеля для сварки
Главным критерием для выбора является стабильность процесса сварочных работ. На эту стабильность влияет много чего – не только показатели тока и источника сетевого напряжения, но и многие параметры сварочного и сетевого провода.
Поэтому при выборе думаем о правильной длине, верной площади сечения и материала оплетки – все три параметра имеют серьезное значение. Если, к примеру, сила сварочного тока достигает высоких значений, провод нужно выбирать по определенному типа и материалу.
Мы уже говорили, что все провода для сварочных аппаратов имеют свои значения электрического сопротивления. Его можно рассчитать по таблицам, это не проблема. Например, проводник из алюминия имеет больший коэффициент сопротивления, чем проводник из меди.
Проводка в сауне какой провод?
В результате такой разницы алюминиевого провода для сетевого удлинителя понадобится много больше в килограммах, чем медного. Да и площадь сечения у алюминия также должна быть больше.
Таблица токовых нагрузок.
С учетом таких фактов удлинение сетевых проводов производят с помощью медных изделий в двух вариантах: двух- или трехжильными, длиной, не превышающей сорока метров. Что же касается площади сечения, то она должна быть больше 2,5 мм².
Выбор сварочных проводов немного отличается от выбора сетевых проводов. Изделия для сварки отбираются с учетом силы выходного тока, здесь имеют огромное преимущество медные многожильные марки с оплеткой высокой гибкости и усовершенствованной изоляцией.
Самые популярные провода для сварочного инвертора продаются под маркировкой КГ, что означает гибкую оплетку, или КОГ, что означает очень гибкую оплетку. Эти марки отличаются отличной изоляцией в несколько слоев с внешней оплеткой, выполненной из резиновых материалов.
Условия будущих работ должны быть заранее учтены в обязательном порядке, потому что нужно выбрать самый адекватный вид изоляции и стойкости к повреждениям механического характера, температурным условиям или агрессивной химической внешней среде.
Умение читать и понимать маркировку сварочных кабелей может помочь вам в этом непростом деле:
- Если маркировка выглядит КГ Т 1х16, то это означает изделие одножильное с площадью сечения жилы 16 мм², в тропическом исполнении с устойчивостью к температурам от -10 до +55°С.
- Маркировка КОГ ХЛ 1х50: одножильное изделие с сечением 50 мм², морозоустойчивое и теплоустойчивое к температурам от -40 до +50°С. В данном случае индекс термостойкости не присутствует.
Длина провода и площадь сечения должны согласовываться с силой электрического тока и остальными параметрами.
Подводим итоги
Мы разбирались с вопросом выбора сварочного кабеля, его маркировкой, техническими характеристиками и параметрами их работы в экстремальных условиях.
Кабель для сварочного инвертора стоит дорого, ошибаться с его выбором очень нежелательно, ведет помимо лишних трат вы рискуете получить целый набор неприятностей типа короткого замыкания или отсутствия возможности поджечь электрическую дугу.
Источник: https://1000eletric.com/provodka-dlya-svarochnogo-invertora/
Характеристики и виды сварочных кабелей
и единственная функция сварочного кабеля – бесперебойно и без потерь доставить электроэнергию до места сварки, где она преобразуется в тепло, что приведет к расплавлению металла и последующей сварке.
Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.
Требования
Сварочный кабель должен пропускать рабочий ток сварки с наименьшими потерями. Из доступных материалов максимальная проводимость у меди. Чтобы сам провод не грелся, то есть на нем не происходило заметного падения напряжения, он должен быть достаточно толстым (большого сечения).
Свариваемые конструкции имеют сложную форму, и сваркой приходится заниматься в различных положениях. Электрод должен свободно доставать до любых мест свариваемой конструкции. Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Так как вокруг свариваемых деталей часто бывают металлические токопроводящие конструкции, то провод должен иметь надежную изоляцию. Кроме этого, изоляция должна позволять варить в сложных природных и производственных условиях.
Она должна выдерживать воздействие жары, холода, пролитого масла или другого смазочного материала. Проводник и изоляция должны быть невосприимчивы к ударам, рывкам и химически агрессивным средам.
Так как в процессе работы сварочный провод много раз приходиться сматывать и заматывать, то он должен выдерживать и это. Таким требованиям отвечает многожильный медный провод большого сечения в мягкой маслостойкой резиновой оболочке.
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.
Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.
Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора. Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм2.
При токах 240-250 А необходим проводник сечением 25 мм2. При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм2.
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм2 и 95 мм2 соответственно.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Источник: https://svaring.com/welding/prinadlezhnosti/svarochnyj-kabel
Удлинитель для сварочного аппарата сечение провода
Для эффективной работы сварщикам приходится постоянно перемещаться по объекту, а розетка находится только в одном месте, поэтому без удлинителя в большинстве случаев обойтись просто нельзя. Наиболее востребованная длина кабеля, способная сделать вашу работу комфортной 20-40 м, это если говорить в общем. А в частных случаях все подбирается индивидуально.
Теория
Как бы многие из нас не любили физику в школе, именно курс школьной физики потребуется вспомнить, чтобы рассчитать длину нашего удлинителя теоретически. Давайте вспомним, что сопротивление медного проводника рассчитывается следующим образом: R= 0,017 *L/S. Также в нашем случае можно использовать закон Ома для неполной цепи I=U/R.
Расшифруем буквы в наших формулах, которые могут принимать любые значения.
- 0,017 – удельное сопротивление медного кабеля; априори берется медь, так как у нее наименьшее значение.
- L- длина удлинителя, мм.
- S- площадь сечения проводника, мм2.
- U- номинальное напряжение в электросети, В. Однако следует провести измерение реального напряжения, так как состояние большинства сетей желает лучшего.
- I — максимальный ток инвертора, А.
Из формулы R= 0,017 *L/S следует простой и очевидный вывод: сопротивление увеличивается при увеличении длины кабеля (при этом наблюдается падение напряжения) и уменьшается при увеличении его сечения. Соответственно, длина и сечение кабеля должны быть подобраны таким образом, чтобы не провоцировать падение напряжения на этом кабеле.
Использовать домашние удлинители для подключения бытовой техники категорически не стоит. Производители экономят на сечении жил таких переносок, они уж точно вспыхнут при подключении инвертора. Не стоит также использовать проводники сечением 0,75 мм2 и менее.
В целом, следует отметить, что кабеля 2,5 мм2 хватит для уверенной работы на токе 160А, только стоит еще и сделать «пометку на полях», что проводка до розетки должна выдержать такую нагрузку.
Любителей сматывать кабель в катушку при сварке следует предостеречь. Явление фарадеевской электромагнитной индукции, которая неминуемо возникает вокруг проводника с переменным электрическим током, еще никто не отменял.
И даже если индукция в катушке будет слишком мала, чтобы привести к нежелательным последствиям, при продолжительной сварке провод все равно нагревается (нормальным считается нагрев до 70 оС) В плотно намотанной катушке кабель не охлаждается и повышение температуры неминуемо приведет к оплавлению изоляции со всеми вытекающими отсюда неприятностями.
Сама медь скорее всего останется невредимой, так как у нее высокая температура плавления 1080 оС, а вот изоляция слипнется. Вывод: работайте на размотанном кабеле или, если нет такой возможности, на неплотно смотанном, чтобы был обеспечен теплоотвод за счет естественной циркуляции воздуха.
Практика
Вернемся к вопросу: какого сечения брать удлинитель?
Раньше бы мы сказали, что если у вас дома хорошая сеть и максимальный ток вашего сварочного аппарата не превышает 160А, то можно взять 1,5 мм2 – этого хватит. Быстрее автоматический выключатель сработает или инвертор уйдет в защиту по перегреву, чем сгорит такой кабель.
Проверить данное утверждение очень просто: достаточно 160-амперный аппарат поставить на нагрузочный балласт и выкрутить его на максимальный ток. Кабель длиной 10 м х1,5 мм2 может продержаться долгое время.
В нашем случае была произведена выдержка в течение 12 мин (произвольно, это время могло быть больше или меньше). За это время выдержки кабель нагрелся, но он не был таким горячим, что за него невозможно взяться незащищенной рукой (или он задымился).
То есть кабель сечением 1,5 мм2 держит нагрузку 160А, но это, конечно, предел и лучше такого не допускать. Однако, если вы не собираетесь «шпарить» целый день «четверкой», такой вариант вполне приемлем.
Почему мы не советуем сегодня брать сечение 1,5 мм2? Очень просто. Потому что не докладывают! Берешь кабель 1,5 мм2, а там оказывается 1,1-1,2 мм2. Вывод: даже если у вас хорошая сеть, берем 2,5 мм2. Могут тоже не доложить, но этого в любом случае хватит для домашних нужд.
Какая длина?
Все зависит от вашей сети и аппарата. Пример из практики. Длина переноски 120-130 м, сварка аппаратом Форсаж 161 от щита и хорошей сети: «тройкой» можно варить, но достаточно тяжело, а вот электродом ø2,5 мм можно варить уже свободно и даже что-то резать!
Какую взять вилку и розетку?
Обычная розетка на 16А и простые качественные вилки при токах свыше 160А горят и плавятся (но это как бы расходные материалы). Когда будете покупать обязательно возьмите с собой магнит в магазин и «пощупайте» им вилку (розетку, правда, вам никто не даст разбирать) – магнитится она или нет? Сейчас много некачественного товара крашенного под медь или латунь.
Источник: https://steelfactoryrus.com/udlinitel-dlya-svarochnogo-apparata-sechenie-provoda/
Сварочный кабель
Для работы аппарата электродуговой сварки необходимо создать электрический дуговой разряд между электродом и деталью. Чтобы подвести ток к месту дуги, нужны провода. Они должны выдерживать очень большой ток — в сотни ампер. Проводимость кабеля обуславливается его поперечным сечением и материалом, из которого изготовлены его жилы.
Сварочный кабель
Виды и назначение сварочного кабеля
Сварочный кабель присоединяется к источнику постоянного или переменного тока с одной стороны, и к держателю электрода и зажиму «массы» +85 °С — с другой. Исходя из требований технологического процесса, он может применяться в самых разных условиях.
Основными параметрами его являются:
- способность противостоять различным механическим нагрузкам и повреждениям, растяжению, сжатию, изгибу;
- устойчивость к перепадам температуры;
- устойчивость к излучению в ультрафиолетовом спектре;
- стойкость к грибковым и плесневым спорам;
- коррозионная стойкость.
Широко применяется несколько основных классов кабеля. Они подразделяются в соответствии с поперечным сечением, количеству жил и климатическому классу.
По количеству жил различают:
- Одножильные. Проводник сделан из медной проволоки, обладающей отличной проводимостью и пластичностью. Это обеспечивает гибкость при многократном сматывании/разматывании. Широко применяется в малогабаритных мобильных инверторных аппаратах.
- Двужильные. Два изолированных проводника — катодный и анодный, позволяют работать переменным током высокой частоты. Делаются из специальных сплавов меди с другими металлами.
- Трехжильные. Разработаны для автоматизированных сварочных комплексах для соединения трубопроводов и сосудов давления.
Трехжильный кабель
Применение различных изолирующих оболочек позволяет производить сварочные кабели в разном климатическом исполнении:
- Тропическое (КГ-Т). Провод может работать до +85 °С и при высокой влажности. Антисептическая пропитка защищает его от бактерий и спор грибков и плесени. В тропических условиях обычные провода для сварочного аппарата не выдерживают и могут порваться.
- Хладостойкое (КГ-ХЛ). Для изоляции использованы специальные морозостойкие полимеры, не трескающиеся и сохраняющие эластичность при морозе до -60 °С
Конструктивные особенности
Конструкция кабеля была разработана и много лет совершенствовалась, а исходя из условий его эксплуатации. Проводящая жила имеет круглое сечение и сплетена из нескольких медных многожильных проводов. Между проводящей жилой и изоляцией проложен разделяющий слой — полимерная пленка. Если применяется специально разработанная электроизоляционная резина, предотвращающая затекание внутрь жилы, то обходятся без разделяющего слоя.
Конструктивный срок службы сварочного провода определен в четыре года. После этого производители рекомендуют заменить его на новый.
Сечение сварочного кабеля
Существует технология реновации, предусматривающая удаление изношенной изоляции и нанесение нового ее слоя. Это позволяет вернуть сварочные провода к жизни и продлить срок их эксплуатации.
Критерии выбора
Основные критерии, которыми руководствуются при подборе кабеля на сварочный аппарат, следующие:
- тип (количество жил);
- сечение (выбирают исходя из максимального тока);
- длина (определяется расстоянием от аппарата до рабочей);
- условия эксплуатации;
- совместимость со сварочным аппаратом;
- цена.
Можно ли удлинять кабель
Среди экспертов много спорят на эту тему. Спорят о нем «до хрипоты, до крика». Одни уверяют, что провод ни в коем случае удлинять нельзя, это приведет к падению производительности, безопасности и качества шва. Другие утверждают, что, поскольку в рекомендациях производителей об этом ничего не говорится, то удлинять можно.
Истина, как всегда, находится посередине. С длинными проводами намного удобнее работать, если сварщику приходится постоянно перемещаться от одной точки сварки к другой. Длинный провод означает меньше переносов сварочного аппарата. Расплатой за такое удобство становится увеличение сопротивления кабеля. Для сохранения параметров дуги придется повышать рабочий ток, что может привести к перегрузке и ускоренному износу сварочного оборудования.
Из этой неприятной ситуации есть простой выход: более длинный кабель должен иметь большее сечение.
Удлинение кабеля
В ходе замены првода на более длинный важно правильно присоединить к нему штекерные и клеммные разъемы. Это делается с обязательной пропайкой и последующей опрессовкой.
Итак, удлинять провод допустимо, но при этом надо повышать его поперечное сечение и тщательно присоединять разъемы.
Выбор сечения при удлинении кабеля
В случае необходимости удлинения кабеля важно придерживаться принципа сохранения его общего сопротивления. Согласно законам электротехники, для цилиндрического проводника сопротивление прямо пропорционально его дли и обратно пропорционально его сечению.
Грубо говоря, если провод стал в два раза длиннее, то и сечение сварочного кабеля должно быть вдвое больше.
Если увеличение длины не кратное, то сечение нового кабеля можно определить по формуле:
S2=L2/L1×S1,
где S2 и L2 — сечение и длина нового кабеля, а S1 и L1 — старого.
Особенности эксплуатации и правила подключения
Подключая провода кабеля к сварочному аппарату нужно соблюдать определенные правила.
Нужно соблюдать полярность. На многих источниках, не предусматривающих сварку обратной полярностью, размеры штекеров сделаны разными, и подключить кабели наоборот просто невозможно. Если же размеры штекеров одинаковые, нужно внимательно следить за их маркировкой.
Необходимо следить за сохранностью опрессовки разъемов и целостностью изоляции. Это входит в обязательную проверку оборудования перед началом работы. Работать кабелем с нарушенной изоляцией, разлохматившимися жилами категорически запрещено.
Требования к сварочным кабелям
Провод должен обеспечивать подведение тока к месту дуги с минимально возможными потерями. Поэтому их делают медными — мель обладает максимальной проводимостью из доступных металлов. Чтобы кабель не нагревался проходящим током, его сечение делают достаточно большим.
Кроме того, сварщику требуется держать электрод под разными углами и зачастую совершать им сложные движения. Провод не должен сковывать движения руки сварщика. Кроме того, при сборке сложных строительных и промышленных конструкций варить приходится в труднодоступных местах. Поэтому кабель должен быть гибким, а материал изоляции — эластичным и упругим.
Поскольку металлические конструкции, среди которых проводятся сварочные работы, являются проводниками электрического тока, изоляция должна быть прочной, долговечной и выдерживать высокие напряжение.
Также изоляция должна иметь высокую стойкость к разрыву, сдавлению и кручению, стойкой к экстремальным температурам, агрессивным средам.
Сварочный инвертор в работе
В ходе использования провод неоднократно сматывают в бухты и разматывают обратно. Всем вышеперечисленным требованиям соответствует медный многожильный провод больших сечений в изоляции из маслобензостойкой резины.
Маркировка сварочного кабеля
Маркировка состоит из буквенно-цифрового обозначения.
Начинается она с аббревиатуры, означающей класс проводов. Так, КС — означает «кабель сварочный», буква К означает, что токопроводящая жила сплетена из медной проволоки.
Очень близкими техническими характеристиками обладает марка КГ (гибкий), его также можно использовать для сварки в домашних условиях.
Литера «П» означает наличие полимерного защитного слоя. Литеры «ХЛ» указывают на морозостойкое исполнение. Такие модели можно применять до -60 °С. Он покрыт дополнительным слоем полимера, предотвращающим растрескивание на морозе.
Литера Т означает тропическое исполнение. Изоляция сделана из материалов, могущих работать при температурах до +85 °С и содержащих в своем составе антисептические и антибактериальные препараты. Эта изоляция также обладает способностью работать как при очень высокой, так и при очень низкой влажности окружающего воздуха, сохраняя свои высокие рабочие качества и в жарких пустынях, и в мангровых лесах.
Сочетание КОГ указывает на примененные жилы повышенной гибкости. Такие кабели позволяют протянуть их в самые замысловатые уголки собираемой конструкции или строящегося судна. Кроме того, он обеспечивает повышенный комфорт для сварщика при выполнении сложных швов замысловатого рисунка.
Литера ВЧ означает адаптацию для токов высокой частоты. Такой провод будет отлично работать со сварочным инвертором, как бытовым, так и профессиональным.
Сочетание КГ означает повышенную водонепроницаемость. Таким проводом можно проводить работы и под водой. Для этого требуется обеспечить безупречную гидроизоляцию всех разъемов.
И, наконец, ГН означает огнеупорность или негорючесть. Такие модели применяются при сварке « на горяче» в условиях промышленных предприятий, когда сварке подвергается термоообработанная (нагретая до температуры пластичности) заготовка.
Маркировка сварочного кабеля
Далее идет цифра 1, 2 или 3, обозначающая число жил. Затем через символ «х» указывается сечение токопроводящей жилы в квадратных миллиметрах.
Производители импортных сварочных кабелей используют собственные системы обозначений. В любом магазине, торгующем сварочным оборудованием, есть таблицы соответствия и заменимости отечественных и импортных моделей
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyj-kabel.html
Кабель для сварочных аппаратов: особенности, главные требования, типы сварочных проводов — Станок
Для проведения безопасных и качественных сварочных работ необходимо ответственно выбирать кабель для сварочного аппарата. Именно его качества обеспечивают надежность и качество соединения, гарантирует удобство и быстроту работы сварщика.
Характеристики кабеля для сварочного аппарата
Ни отечественные, ни иностранные производители не выпускают универсального сварочного кабеля пригодного для всех условий труда, но ими производится достаточное число его видов, удовлетворяющих все возможные запросы.
В качестве кабеля для сварочного аппарата используются изделия близкие по характеристикам, но с разной маркировкой:
- КС — это собственно чисто сварочный.
- КГ — расшифровывается как «гибкий». По свойствам практически идентичен первому.
- Кроме этих двух обозначений используется еще несколько маркировок, рассмотрим их более подробно.
- Любой кабель маркируется по одному и тому же шаблону: «А» «Б» «В»х»Г»
- Это означает:
- «А» — класс, к которому он относится. Как уже упоминалось выше их несколько — КС, КГ и еще есть его разновидность КОГ (особо гибкий)
- «Б» — в этом месте указывается диапазон рабочих температур. Если они находятся в пределах от -40 до +50 градусов, то ничего не пишется, если от -60, то ставится маркировка ХЛ (хладостойкий); в случае наличия особых антигрибковых и влагостойких добавок, такой считается тропическим и обозначается как «Т». Он выдерживает до +50 тепла. Когда он вовсе не горит, то его отмечают как негорючий — «НГ».
- «В» — здесь проставляется число равное количеству рабочих жил от 1 до 3.
- «Г» — на этой последней позиции указывается площадь поперечного сечение кабеля для сварочного аппарата в квадратных миллиметрах.
Типы используемых в кабелях проводников
Существует три типа проводников, используемых в качестве основы:
- С одной жилой — представляет собой множество свитых особым образом медных проволок, покрытых прочной и гибкой изоляцией. К примеру, таков кабель для сварочного аппарата Ресанта, популярного среди гаражных мастеров.
- С двумя жилами — в этом варианте объединяют рядом и катод и анод. Каждая из жил по конструкции аналогична первому типу. Смысл такой конструкции — удобство проведения высокочастотных токов или же переменного тока.
- С тремя жилами — такие применяют в аппаратах автоматической сварки крупногабаритных металлических деталей (к примеру, мостов, трубопроводов, цистерн). Количество жил дает качественный и однородный шов.
Допустимо ли удлинять сварочный кабель
Часто при работе в стесненных условиях или же на высоте очень затруднительно передвигать за сварщиком и сам аппарат. Гораздо проще будет сменить кабель для сварочного аппарата на более длинный. Но это простое решение имеет свои нюансы.
Ни один из производителей не высказывается официально в документации к своему оборудованию о допустимости удлинения или же его запрете. Среди самих сварщиков часто имеется убежденность в недопустимости удлинения из-за повышения рисков в работе с таким аппаратом и вероятной потерей гарантий производителя в случае поломок.
В реальности же длину кабеля для сварочного аппарата не просто можно, но и нужно увеличивать, если этого требуют условия работы. Главное помнить о том, что удлиняя на один метр его толщину нужно увеличить на 40-50%.
Если этого не сделать, то сопротивление станет недопустимо большим и он начнет неконтролируемо нагреваться, сварочная же дуга укоротиться и будет плохо управляться даже опытным сварщиком. Попытка нивелировать потери тока путем максимального его повышения приведет к работе сварочного аппарата в режиме перегрузки. Он быстро начнет изнашиваться и выйдет из строя.
Советы и рекомендации
- Выбирая кабель для инверторного сварочного аппарата нужно ориентироваться на три главных показателя: его длина, поперечное сечение и наружная изоляция. Именно они влияют на качество и безопасность сварочных работ.
- В большинстве случаев — как при работе небольшой мастерской, так и большого цеха наиболее удобной и многофункциональной является медный кабель для сварочного аппарата длиной от двух до трех метров. Именно таким комплектуют свои сварочные аппараты все производители.
- Решив использовать новый кабель всегда нужно уточнить материал его токопроводящей части. Так как требования для меди и алюминия серьезно различаются, то и их габариты разнятся.
- Кабель подключается к сварочному аппарату с одной стороны и к массе или держателю электрода с другой стороны особыми силовыми разъемами и штепселями. Использовать что-либо другое вместо них нельзя.
- Подключая кабель к аппарату нужно всегда соблюдать полярность тока.
- Категорически не рекомендуется использовать силовой кабель сварочного аппарата для его подъема или перемещения волочением. Эти действия могут с большой долей вероятности привести к механическому повреждению его оболочки. В последствии из-за этого возможно поражение самого сварщика или третьих лиц электротоком.
- Несмотря на то, что кабель для сварки весьма прочен, гибок, стоек к нагреву и воздействию едких химикатов, ненужно испытывать его лишний раз критическими условиями эксплуатации. Прежде всего по той причине, что он стоит довольно дорого, а кроме этого, вероятно поражение током самого работающего таким образом.
Источник: https://regionvtormet.ru/prochee/kabel-dlya-svarochnyh-apparatov-osobennosti-glavnye-trebovaniya-tipy-svarochnyh-provodov.html
Cварочные провода для инвертора
Удаление сварщика от места расположения сварочного аппарата определяется длиною сварочных проводов. А это возможность неограниченного перемещения до необходимой точки сваривания, плюс удобство проведения самого сварочного процесса. Но сварочные провода выбираются не только по этому критерию, очень важно правильно подобрать их сечение по мощности инвертора, а также учесть некоторые характеристики самого провода. А именно:
- Высокую гибкость кабеля, которая позволяет изменять его положение в пространстве за счет того, что изменяется место нахождения самого сварщика.
- Прочность изоляции, потому что сварочные операции могут проводиться в разных условиях, где на сам кабель будут воздействовать механические нагрузки, влажность, технические материалы, разные температуры и так далее.
Исходя из этого, к проводам для сварки предъявляются особые требования.
Основные требования
Любой, даже самый маломощный инвертор, выдает ток достаточной величины, чтобы покалечить человека. Поэтому к электробезопасности проводов для сварочного инвертора предъявляются очень жесткие требования. О некоторых уже упоминалось выше, но разберемся в них более подробно.
Изоляция сварочного провода, или как ее называют – оплетка, изготавливается из прочного полимерного состава. Именно этот полимерный слой создает условия, при которых кабель может спокойно подвергаться ударным нагрузкам, негативному воздействию влаги и химически агрессивных материалов.
При этом полимер прекрасно работает на растяжение, так что разрывов в теле изоляции никогда не произойдет. А это могло бы случиться, ведь в процессе проведения сварочной операции провод изгибается в разных направлениях, к тому же достаточно интенсивно.
Плюс – хранится сварочный кабель в смотанном состоянии, поэтому оплетка должна выдерживать многократное сматывание и разматывание.
Некоторые модели сварочных кабелей покрываются резиновой оболочкой. Это более надежный вариант, потому что кроме резины внутри размещается полимерная прослойка, которая разграничивает металлические медные жилы от резины. При нагреве не происходит слипания металла с резиновым шлангом. А это намного продлевает срок эксплуатации проводов.
Что касается сечения провода, то, как уже было сказано выше, этот показатель зависит от силы тока, который подается на электрод.
Для инверторов, выдающих максимальный ток величиною 180 ампер, подойдет кабель сечением 16 мм², для аппаратов с силой тока 100 ампер можно использовать кабель сечением 7 мм². Для тока 220 ампер подходит марка КГ 25 с сечением 25 мм², у которого внешний диаметр равен 15 мм.
Сечение провода КГ 35 равно 35 мм², и этот кабель выдерживает ток силой 270 ампер. Чаще всего его используют для подключения сварочных трансформаторов.
Очень важно правильно соотнести два параметра: сечение и ток. К примеру, если сечение провода будет недостаточным, то есть не будет соответствовать номинальному значению тока, то электроэнергия просто не будет проходить дальше предохранителей аппарата, где она будет конденсироваться, то есть, скапливаться. В таком случае предохранитель просто отключится.
Если сечение провода большое, больше требуемой силы тока, то вероятность появления короткого замыкания в самом аппарате резко увеличивается. Это часто приводит к выходу из строя самого инвертора.
Классификация сварочных проводов
В настоящее время производители кабельной продукции предлагают три вида сварочных проводов, которые отличаются друг от друга токоведущей медной жилой. А точнее, их количеством в одной оплетке.
- Одножильные провода. По сути, это медная проволока монолитного вида в единственном числе с соответствующим сечением. Обычно такие кабели входят в комплект переносных сварочных аппаратов. То есть, это класс сварочных проводов для инверторов.
- Двужильные. Такие сварочные провода состоят из двух изолированных друг от друга жил, выполняющих функции катода и анода. Изготавливают жилы из чистой меди или ее сплавов.
- Трехжильные. Данная разновидность используется для сварки автоматического сварного оборудования, которое применяется для сварки труб большого диаметра.
Кроме данного разделения проводов для сварочного аппарата, есть еще один тип классификации, в которой две группы.
- Так называемые септические кабели для сварки. Их используют в условиях, где температура не должна превышать 50С.
- Устойчивые к низким температурным режимам. Такие кабельные изделия сверху обрабатываются полимером, который легко противостоит минусовым температурам окружающего воздуха. Именно этот полимер защищает основную изоляцию от растрескивания на морозе.
Чтобы не ошибиться в выборе сварочного провода для инвертора, нужно покупать сам аппарат, в комплект которого входит и кабель. Все дело в том, что производители сварочного оборудования подгоняют характеристики кабеля под характеристики инвертора. Если будет требоваться замена устаревшего или пришедшего в негодность провода на новый, то лучше приобретать его точно такой же марки, что и старый.
Современные сварочные кабели
О кабеле КГ уже упоминалось. Он с недавних пор стал использоваться в качестве сварочного, хотя основное его предназначение – системы освещения. Его основное отличие – это многожильная гибкая конструкция. Но, чтобы сделать кабель КГ сварочным, от производителей потребовалось использовать более надежную изоляцию, потому что токи, проходящие по проводу при сварке, значительно выше по номиналу, чем в системах освещения. Хотя сама медная жила с такими нагрузками справляется легко.
Так вот в качестве изоляции в КГ кабеле используется резина из эластичного каучука. В некоторых моделях устанавливается двойная изоляция, так сказать, шланг в шланге. Производители в настоящее время предлагают модели, которые можно использовать при высоких и при низких температурах.
Первая маркируется, как КГ-Т. Основная особенность оплеток данного провода не только выдерживать высокие температурные условия эксплуатации (до +85С), но и возможность противостоять образованию плесени на поверхности и внутри кабеля. А плесень быстро расправляется с медными проводами, заполняя собой пространство между жилками.
Вторая позиция маркируется, как КГ-ХЛ. В состав изоляционной оплетки входит слой холодостойкой резины, которая и противостоит низким температурам (до -60С), поэтому сварочные провода этой марки рекомендуется использовать в регионах Крайнего Севера.
Необходимо обозначить еще один современный вид сварочного кабеля, который позволяет заменить остальные марки и КГ в том числе. Это гибкий вариант под маркой КОГ1.
У него скрученная медная жила и изоляция из резинового шланга, изготовленного из смеси натурального и бутадиенового каучука. Таким проводом можно варить при любых условиях, то есть, при максимальной температуре +50С, при минимальной -50С.
Шланг может полностью погружаться в воду, может эксплуатироваться под солнцем. Он не горит и не рвется. Его можно подключать к инверторам, автоматам и полуавтоматам.
Подводя итог, необходимо отметить, что какой бы сварочный провод не выбирался, надо обязательно учитывать те параметры, которые определяют режим сварки. Именно от этого будет зависеть качественная и долгосрочная его эксплуатация.
Источник: https://svarkalegko.com/oborudovanie/svarochnye-provoda.html
Выбираем кабель для сварки
На стабильность сварочных работ оказывают влияние не только характеристики источника напряжения, но и параметры сетевого и сварочного кабеля. Поэтому правильный подбор длины, сечения и материала, из которого он изготовлен, имеет большое значение.
Сварочные токи достигают в ряде случаев 300 А и более, и мы расскажем, как правильно подобрать нужный для вашей работы тип и материал.
Также рассмотрим тему сварки кабеля из оптического волокна, состав необходимой для этого аппаратуры и последовательность работ.
Параметры, виды и подбор сварочного кабеля
Любой сварочный кабель имеет определённое электрическое сопротивление, которое можно рассчитать по таблицам, например, алюминиевый проводник обладает большим сопротивлением, чем медный. Поэтому для сетевого удлинителя потребуется большее сечение и значительное количество килограммов алюминиевого провода.
Учитывая этот фактор, сетевые провода удлиняют не более чем на 40 м и выбирают для этого двух- или трехжильный медный кабель сечением более 2,5 мм2.
В отличие от сетевых проводов, сварочные кабели подбирают в зависимости от силы выходного тока и используют медные многожильные сорта с улучшенной изоляцией и повышенной гибкостью.
Самые распространённые кабели для сварки носят маркировку КГ (гибкий) или КОГ (повышенной гибкости) и имеют многослойную изоляцию токопроводящих жил с резиновым внешним покрытием.
Длина провода обычно равна 2-3 м потому, что повышение этого параметра на 1 м требует увеличения сечения в 1,5 раза от расчётного из-за возрастания сопротивления и излишнего нагрева.
При выборе марки изделия необходимо учитывать условия работы для того, чтобы выбрать тип стойкости изоляции к механическим повреждениям и температурным условиям. Маркируется проводник в зависимости от условий эксплуатации следующим образом:
- сварочный кабель типа КГ Т 1Х16 означает тропическое (Т) исполнение от -10 до +55 °С, одножильный с сечением жилы 16 мм2;
- изделие КОГ ХЛ 1Х50 значит хладостойкий (ХЛ) от -60 до +50 °С, с эффективным сечением 50 мм2;
- если индекс термостойкости не присутствует, то проводник выдерживает от -40 до +50 °С;
Особое значение имеет сечение сварочного кабеля, от которого зависит сила рабочего тока и эффективность процесса. Выбор по этому параметру основывается на согласовании предполагаемой силы тока и сечения проводящей жилы по следующему принципу:
- током силой до 180 А допускается работать маркой КГ 1Х16;
- при токе 230 А подходит КГ 1Х25;
- ток 280 А допускает работу с сечением жилы в 35 мм2;
- 350 А соответствует типу КГ 1Х50;
- марка КГ 1Х70 допускает ток 430 А;
Современная технология позволяет избежать потери сигнала при передаче на большие расстояния, для этого используют волоконную оптику. В составе продукции находятся светопроницаемые нити с отражающим покрытием, через которые высокочастотный сигнал проходит без затухания.
Оптический кабель прокладывается для нужд связи различного назначения и является помехозащищённым, шифрованным передаточным звеном между абонентами.
Существуют мультимодовые и одномодовые линии, которые отличаются по качеству прохождения сигнала и цене, но обеспечивающие идеальную развязку между узлами коммуникации.
При монтаже такого рода линий становится необходимой сварка оптоволоконного кабеля, представляющая собой сложную инженерно-техническую задачу, поскольку толщина центральной жилы равна 62,3 мкм. Для этой цели используются специальные сварочные устройства, которые позволяют свести к минимуму потери качества и состоящие из следующих узлов, а именно:
- блока видеоконтроля с монитором;
- устройство термоусадочное с кареткой и электроприводом;
- направляющие с системой оптической и механической коррекции;
- сварочный модуль оптоволокна с блоком создания дуги;
- процессорная плата управления с контроллерами;
- источник питающего напряжения и сварочного тока.
Агрегаты для сварки оптического волновода обладают автономными, засекреченными программными средствами и интерфейсом, позволяющим сохранить высокую конфиденциальность передачи данных.